

Peças para Planta de Cimento
Peças de Forno Rotativo | Reposição para Planta de Cimento | ATF
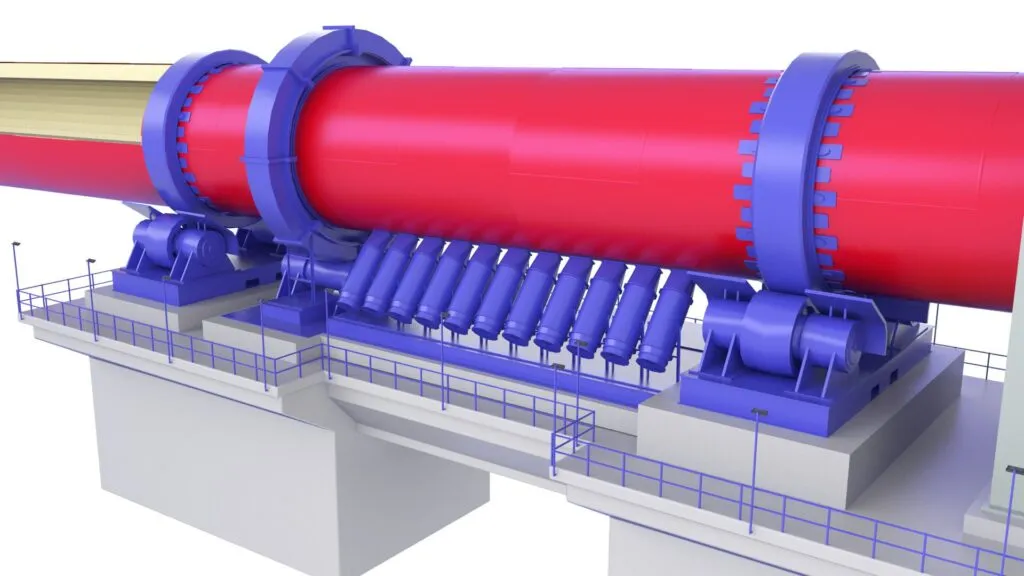
Componentes de forno rotativo: aros, rolos de suporte, rolos de encosto e peças fundidas de nariz de forno.
Componentes de forno rotativo para fabricação de cimento
Os fornos rotativos de cimento são o coração da produção de clínquer — operando em temperaturas de zona de queima de até 1.450°C enquanto giram continuamente a 1–5 RPM por anos entre as grandes revisões. Os anéis de rodagem, rolos de apoio, rolos de encosto e anéis de nariz devem suportar enormes cargas térmicas e mecânicas combinadas.
A ATF fabrica anéis de forno em aço fundido (G20Mn5) para serviço padrão e aço forjado ligado (42CrMo4) para aplicações pesadas, com rolos de apoio retificados em perfis de coroa controlados e opcionalmente endurecidos por indução a 50–55 HRC. As peças fundidas de anel de nariz utilizam ligas resistentes ao calor HK40 e HP40 para serviço contínuo a 1.000–1.100°C.
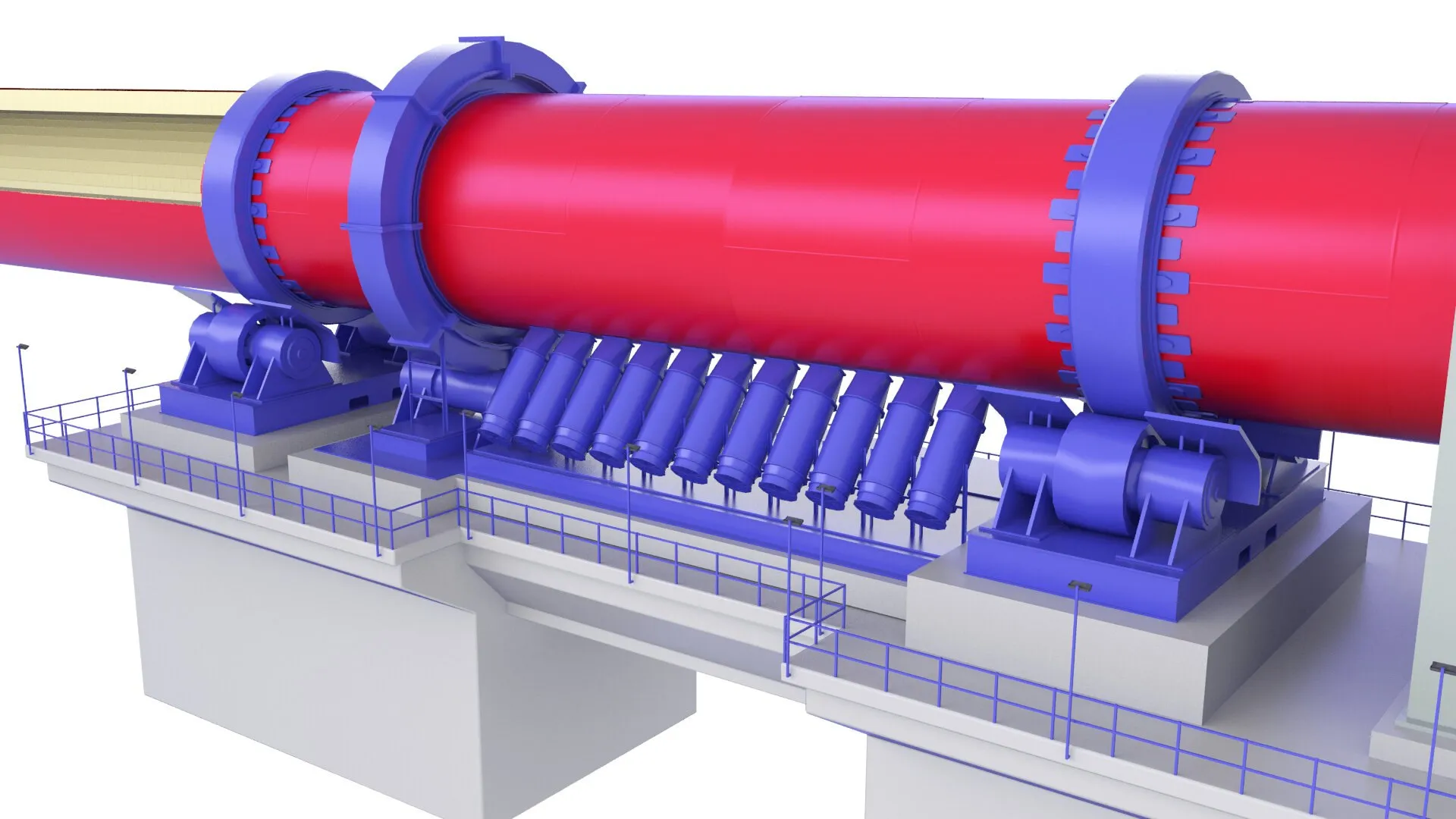
Componentes ATF para forno rotativo — anéis de rodagem, rolos de apoio, rolos de encosto e anéis de nariz projetados para produção cimenteira contínua.
Como funcionam os fornos rotativos de cimento
Compreender as demandas térmicas, mecânicas e geométricas sobre os componentes do forno explica por que a seleção de materiais, usinagem de precisão e alinhamento são críticos para a produção contínua.
Rotação e suporte do forno
O forno é um longo cilindro de aço (3,0–6,2 m de diâmetro, 50–100 m de comprimento) inclinado a 3–4% e girando a 1–5 RPM. A massa do forno — frequentemente 1.000–3.000 toneladas incluindo refratário — é apoiada em 2 ou 3 estações de anéis de rodagem, cada uma sobre um par de rolos de apoio.
Formação do clínquer
A farinha crua pré-aquecida entra pela extremidade de alimentação e desce por gravidade através de zonas progressivamente mais quentes: secagem (até 200°C), calcinação (600–900°C), transição (900–1.250°C) e zona de queima (1.250–1.450°C) onde os silicatos de cálcio se combinam para formar nódulos de clínquer.
Descarga e esforços nos componentes
O clínquer incandescente (1.100–1.400°C) cai da extremidade de descarga passando pelo anel de nariz para o resfriador de clínquer. O anel de nariz opera nas condições térmicas mais extremas de todo o forno — calor radiativo direto da chama, contato com clínquer em queda e ciclagem térmica pela rotação.
Componentes mecânicos e de desgaste do forno rotativo
A ATF fabrica a gama completa de componentes estruturais e de desgaste para fornos rotativos de cimento de 3,0 m a 6,2 m de diâmetro.

Anéis de rodagem (Kiln Tyres)
Anéis maciços de aço fundido ou forjado que transferem a massa rotativa do forno para as estações de rolos de apoio. Operam sob tensões de contato de 50–100 MPa a temperaturas de 250–350°C.
Rolos de apoio (Support Rollers)
Rolos retificados de precisão que suportam toda a massa rotativa do forno em cada estação. O perfil de coroa deve corresponder à superfície de rodagem do anel para distribuição correta de carga.
Rolos de encosto (Thrust Rollers)
Rolos de restrição axial que controlam a migração do forno ao longo do eixo inclinado. Absorvem a força contínua descendente e a expansão térmica da carcaça.
.Df70fKqF_2gfOYX.webp)
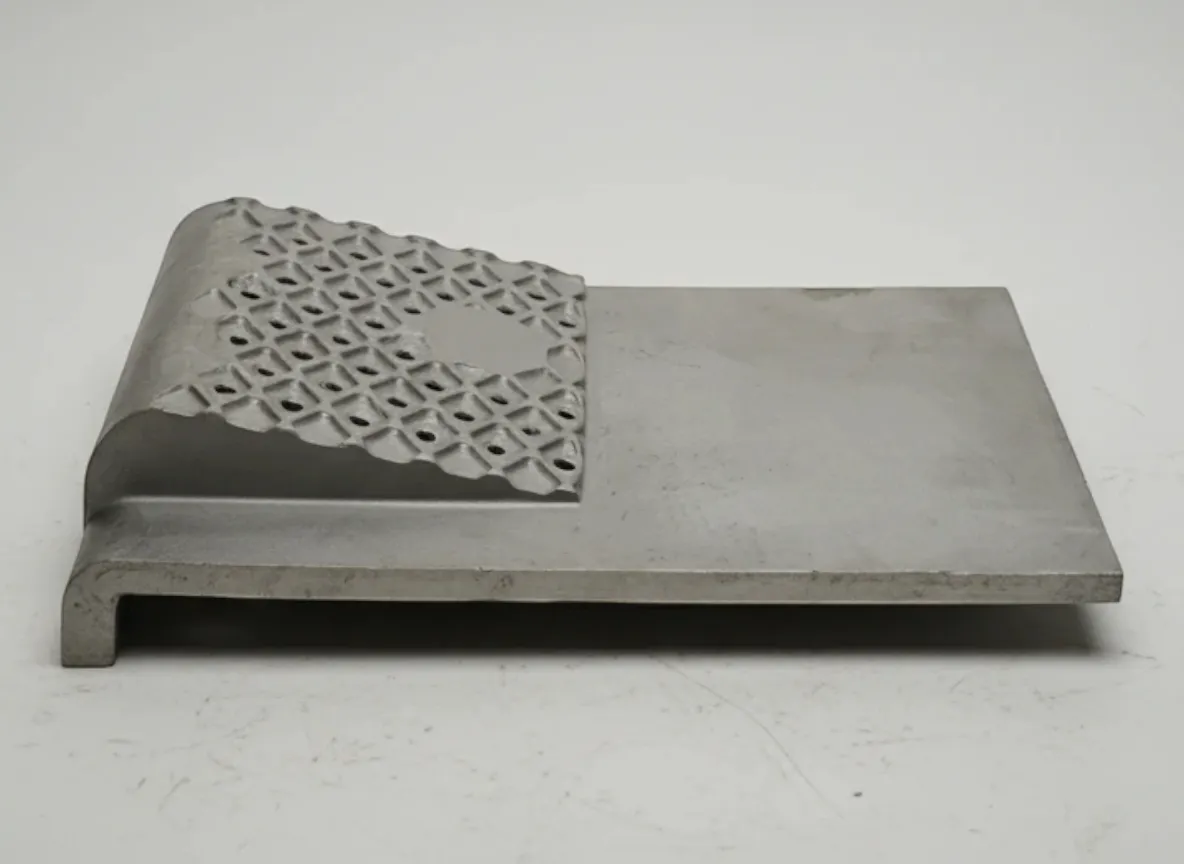
Anéis de nariz (Nose Ring Castings)
Peças fundidas segmentadas resistentes ao calor protegendo a extremidade de descarga onde o clínquer a 1.100–1.400°C sai da zona de queima. Ligas HK40 e HP40 para serviço contínuo a 1.000–1.100°C.

Seções de carcaça e placas de apoio
Seções de reposição de carcaça para áreas danificadas ou corroídas. As placas de apoio do anel são elementos entre a carcaça e o anel de rodagem, acomodando a expansão térmica.
Especificações de materiais para componentes de forno
Os materiais se dividem em: aços estruturais (fundidos ou forjados) para componentes portantes operando a 250–350°C, e ligas resistentes ao calor para a zona quente (anéis de nariz) expostos a 1.000–1.100°C.
Aço fundido (G20Mn5)
EN 10293 G20Mn5 aço fundido (160–200 HB)
Anéis de forno serviço padrão — boa usinabilidade, resistência mecânica e vida em fadiga adequadas
20–30 anos (serviço padrão)
Limitação: Menor resistência à fadiga que o 42CrMo4 forjado
Aço forjado (42CrMo4)
EN 10083 42CrMo4 aço forjado ligado (250–300 HB)
Anéis pesados, rolos de apoio e de encosto — resistência à fadiga superior para cargas elevadas
25–30+ anos (serviço pesado)
Limitação: Custo mais alto de material e usinagem. Limitação de seção máxima no forjamento
Aço endurecido por indução
Base 42CrMo4 com superfície a 50–55 HRC (profundidade 2–5 mm)
Superfícies de rodagem de rolos de apoio — máxima resistência ao desgaste com núcleo tenaz
Superfície de rodagem: 15–25 anos antes de re-retificação
Limitação: Requer controle preciso da profundidade e zona de transição
HK40 / HP40 (ligas resistentes ao calor)
ASTM A297 HK40 (25Cr-20Ni) / HP40 (25Cr-35Ni)
Anéis de nariz e revestimentos de capota expostos a 1.000–1.100°C contínuos
5–10 anos para anéis de nariz (conforme posição)
Limitação: Frágil comparado aos aços estruturais — não adequado para aplicações portantes
Estrutura de seleção de materiais para componentes de forno
Anéis de forno serviço padrão? → Aço fundido G20Mn5 — comprovado, econômico para carga moderada
Anéis pesados, rolos de apoio e encosto? → Forjado 42CrMo4 — resistência à fadiga superior
Superfícies de rodagem (fornos alta velocidade)? → 42CrMo4 com endurecimento por indução a 50–55 HRC
Anéis de nariz e revestimentos de capota (1.000–1.100°C)? → Ligas HK40 ou HP40 conforme ASTM A297
Todos os componentes de aço fornecidos com certificados de ensaio conforme EN 10204 Tipo 3.1. Contate a ATF com as especificações do seu forno para recomendações específicas.
Marcas e modelos de fornos compatíveis
A ATF fabrica componentes de reposição para todos os principais fornecedores de fornos de cimento. Nossa equipe pode trabalhar com desenhos OEM ou engenharia reversa.
FLSmidth
Fornos ROTAX-2, Fornos Unax, linhas Cross-Bar Cooler
Incluindo projetos legacy Fuller e F.L.Smidth
thyssenkrupp (Polysius)
Fornos POLRO, Fornos de dois apoios, Fornos de três apoios
ThyssenKrupp Industrial Solutions — tecnologia Polysius
KHD Humboldt Wedag
Fornos PYRORAPID, Sistemas de forno de rolos
Incluindo projetos legacy Humboldt Wedag
CBMI / Sinoma
Linhas de forno 5.000 t/d e 10.000 t/d, sistemas de piroprocessamento completos
CBMI Construction — tecnologia cimenteira Sinoma International
Fives (FCB)
Fornos Pilard, linhas Flash Calciner
Fives Group / FCB sistemas de fornos
Outros
Outotec (fornos de pelotização/calcinação), IKN, Claudius Peters, fornos chineses
Contate a ATF com dados da placa do forno para confirmação
Não encontra o fabricante do seu forno? A ATF pode fazer engenharia reversa a partir de medições in-situ e amostras existentes. Envie os dados da placa do seu forno para confirmação de compatibilidade.
Verificar seu fornoPrecisa de componentes de forno para sua cimenteira?
Envie as especificações do seu forno, condição atual dos componentes e cronograma de parada. A ATF fornecerá peças de reposição com certificação completa.
Melhores práticas de manutenção de componentes de forno rotativo
Os componentes mecânicos operam sob carga de fadiga contínua, estresse térmico e exposição ambiental. Inspeção sistemática e monitoramento de condição estendem a vida útil e previnem paradas não planejadas.
Cada turno
- Monitorar temperaturas de superfície de anéis e rolos com escaneamento IR
- Verificar temperaturas de rolamentos e fluxo de óleo lubrificante
- Monitorar posição axial do forno (migração)
- Ouvir sons anormais nas estações de apoio
Semanal
- Inspecionar folga de deslizamento anel-carcaça (projetos flutuantes)
- Verificar blocos de retenção e torque dos parafusos
- Monitorar ovalidade da carcaça em cada estação
- Inspecionar padrão de contato dos rolos de encosto
Mensal
- Medir desgaste das superfícies de rodagem com perfilômetros portáteis
- Verificar alinhamento do forno plotando posições de linha central
- Inspecionar segmentos do anel de nariz pelo acesso da capota
- Examinar condição das placas de apoio do anel
Parada anual
- Medição completa do perfil de anéis e rolos — mapeamento de superfície
- Inspecionar furo do anel e superfícies de contato da carcaça
- Substituir segmentos de anel de nariz desgastados além do mínimo
- Inspecionar e re-retificar superfícies de rodagem se necessário
- Verificar soldas, blocos de retenção e parafusos de fundação
- Medir espessura da carcaça nas zonas de alto desgaste por ultrassom
Especificações típicas por tamanho de forno
| Parâmetro | Pequeno (3,0–4,0 m) | Médio (4,0–5,0 m) | Grande (5,0–6,2 m) |
|---|---|---|---|
| Capacidade | 1.000–2.500 t/d | 2.500–5.000 t/d | 5.000–12.000 t/d |
| Peso do anel | 15–40 toneladas | 40–80 toneladas | 80–150 toneladas |
| Material do anel | Fundido G20Mn5 | Fundido ou forjado | Forjado 42CrMo4 |
| Estações de apoio | 2 apoios | 2 ou 3 apoios | 3 apoios |
| Endurecimento dos rolos | Opcional | Recomendado | Necessário (50–55 HRC) |
| Liga do anel de nariz | HK40 | HK40 / HP40 | HP40 |
Especificações indicativas. Requisitos reais dependem das dimensões do forno, configuração de suporte, velocidade de rotação e taxa de produção. Contate a ATF para recomendações específicas.
Problemas comuns do forno rotativo e soluções
Problemas em componentes mecânicos têm efeitos em cascata sobre a vida do refratário, integridade da carcaça e produção. Identificação precoce previne paradas não planejadas.
Danos na superfície do anel ou rolo (pittings, descamação)
Causas prováveis
- Tensão de contato excedendo o limite de fadiga do material
- Perfil de coroa do rolo incorreto criando carga de borda
- Falha de lubrificação em projetos de anel flutuante
- Material estranho preso entre superfícies de rodagem
Ações corretivas
- Verificar alinhamento do forno e carga por estação
- Medir perfis de rolos e anéis — re-retificar se necessário
- Inspecionar sistema de lubrificação para anéis flutuantes
- Instalar proteções contra ingresso de material
Ovalidade excessiva da carcaça
Causas prováveis
- Folga de deslizamento anel-carcaça muito grande
- Falha do revestimento refratário criando ponto quente
- Desalinhamento da estação de apoio
- Placas de apoio do anel desgastadas
Ações corretivas
- Medir folga em todas as estações — restaurar conforme especificação OEM
- Inspecionar refratário no ponto quente — reparar ou substituir
- Verificar alinhamento do forno — ajustar distribuição de carga
- Inspecionar e substituir placas de apoio trincadas ou desgastadas
Migração excessiva do forno (movimento axial)
Causas prováveis
- Desgaste do rolo de encosto reduzindo restrição efetiva
- Falha do sistema hidráulico do rolo de encosto
- Ângulo de inclinação dos rolos de apoio incorreto
- Variações de expansão térmica por mudanças no processo
Ações corretivas
- Inspecionar superfície de contato do rolo de encosto — substituir se desgastado
- Verificar pressão hidráulica, acumulador e vedações
- Verificar ângulos de inclinação dos rolos de apoio
- Estabilizar processo para reduzir variações de expansão térmica
Trincamento ou perda de segmentos do anel de nariz
Causas prováveis
- Fadiga térmica por ciclagem entre 1.000–1.100°C e temperatura ambiente
- Acúmulo de clínquer entre segmentos criando tensão mecânica
- Grau de liga incorreto — HK40 onde HP40 é necessário
- Impacto mecânico de grandes blocos de clínquer
Ações corretivas
- Resfriamento controlado durante parada (≤50°C/hora)
- Limpar acúmulo de clínquer entre segmentos a cada parada
- Revisar seleção de liga — atualizar para HP40 nas posições mais expostas
- Substituir segmentos danificados individualmente (2–3 dias vs 7–14 dias)
Falha de rolamentos dos rolos de apoio
Causas prováveis
- Sobrecarga por desalinhamento do forno
- Falha de lubrificação — degradação ou contaminação do óleo
- Recalque da fundação alterando geometria de suporte
Ações corretivas
- Verificar alinhamento e carga por estação — redistribuir uniformemente
- Revisar sistema de lubrificação — trocar óleo, purgar, verificar vazões
- Inspecionar fundações e nivelar estações se necessário
Perguntas frequentes
Respostas sobre anéis de rodagem, rolos de apoio, anéis de nariz, seleção de materiais e pedidos. Não encontrou o que procura?
Contatar nossa equipeQual é a vida útil típica dos anéis de forno?
Como vocês garantem compatibilidade dos rolos com anéis existentes?
Os segmentos do anel de nariz podem ser substituídos individualmente?
Qual a diferença entre anéis fundidos e forjados?
Que informações a ATF precisa para cotar?
Os componentes ATF são compatíveis com equipamentos OEM?
Que documentação END e qualidade é fornecida?
Qual o prazo de entrega típico?
Mantenha seu forno operando
Componentes de precisão que suportam a produção contínua de cimento. A ATF fornece certificação completa de materiais, documentação END e prazos coordenados com seu cronograma de parada.
Contatar engenharia ATFSolicite um Orçamento Gratuito Hoje
Nossa equipe de engenharia responde em 24 horas com especificações detalhadas, recomendações de materiais e preços competitivos.