

Repuestos para Planta de Cemento
Piezas de Horno Rotatorio | Repuestos para Planta de Cemento | ATF
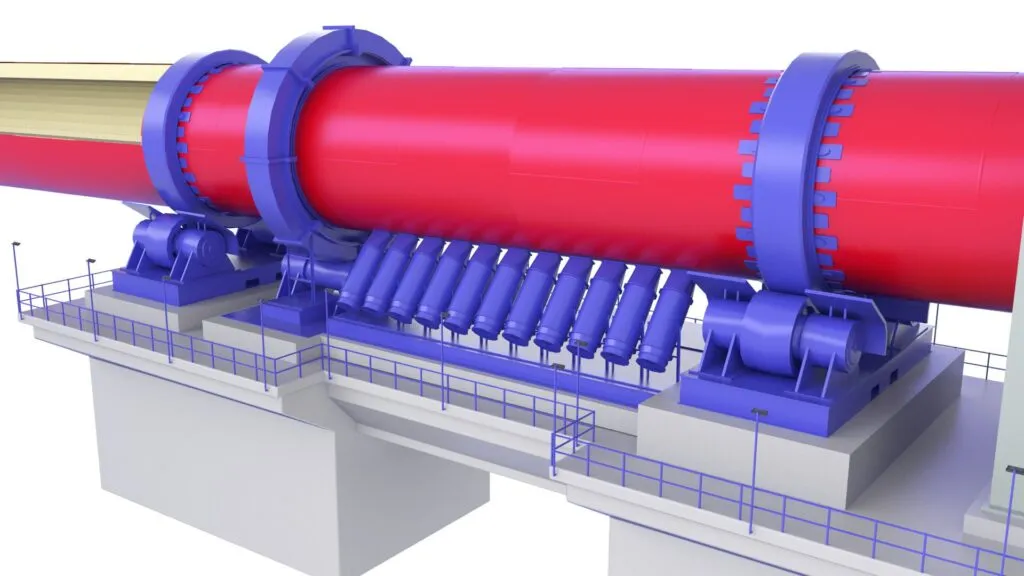
Componentes de horno rotatorio: aros, rodillos de soporte, rodillos de empuje y piezas fundidas de nariz de horno.
Componentes de horno rotatorio para fabricación de cemento
Los hornos rotatorios de cemento son el corazón de la producción de clínker — operando a temperaturas de zona de cocción de hasta 1.450°C mientras rotan continuamente a 1–5 RPM durante años entre revisiones mayores. Los aros de rodadura, rodillos de apoyo, rodillos de empuje y anillos de nariz deben soportar enormes cargas térmicas y mecánicas combinadas. Las tensiones de contacto de los aros alcanzan 50–100 MPa a temperaturas de carcasa de 250–350°C, mientras que los anillos de nariz enfrentan exposición directa al clínker incandescente a 1.100–1.400°C.
ATF fabrica aros de horno en acero fundido (G20Mn5) para servicio estándar y acero forjado aleado (42CrMo4) para aplicaciones de servicio pesado, con rodillos de apoyo rectificados a perfiles de corona controlados y opcionalmente endurecidos por inducción a 50–55 HRC. Las piezas fundidas de anillo de nariz utilizan aleaciones resistentes al calor HK40 y HP40 clasificadas para servicio continuo a 1.000–1.100°C. Todos los componentes de acero se suministran con certificados de material según EN 10204 Tipo 3.1, con END según especificación — apoyando los objetivos de producción de 330+ días/año que exige la economía de las plantas cementeras.
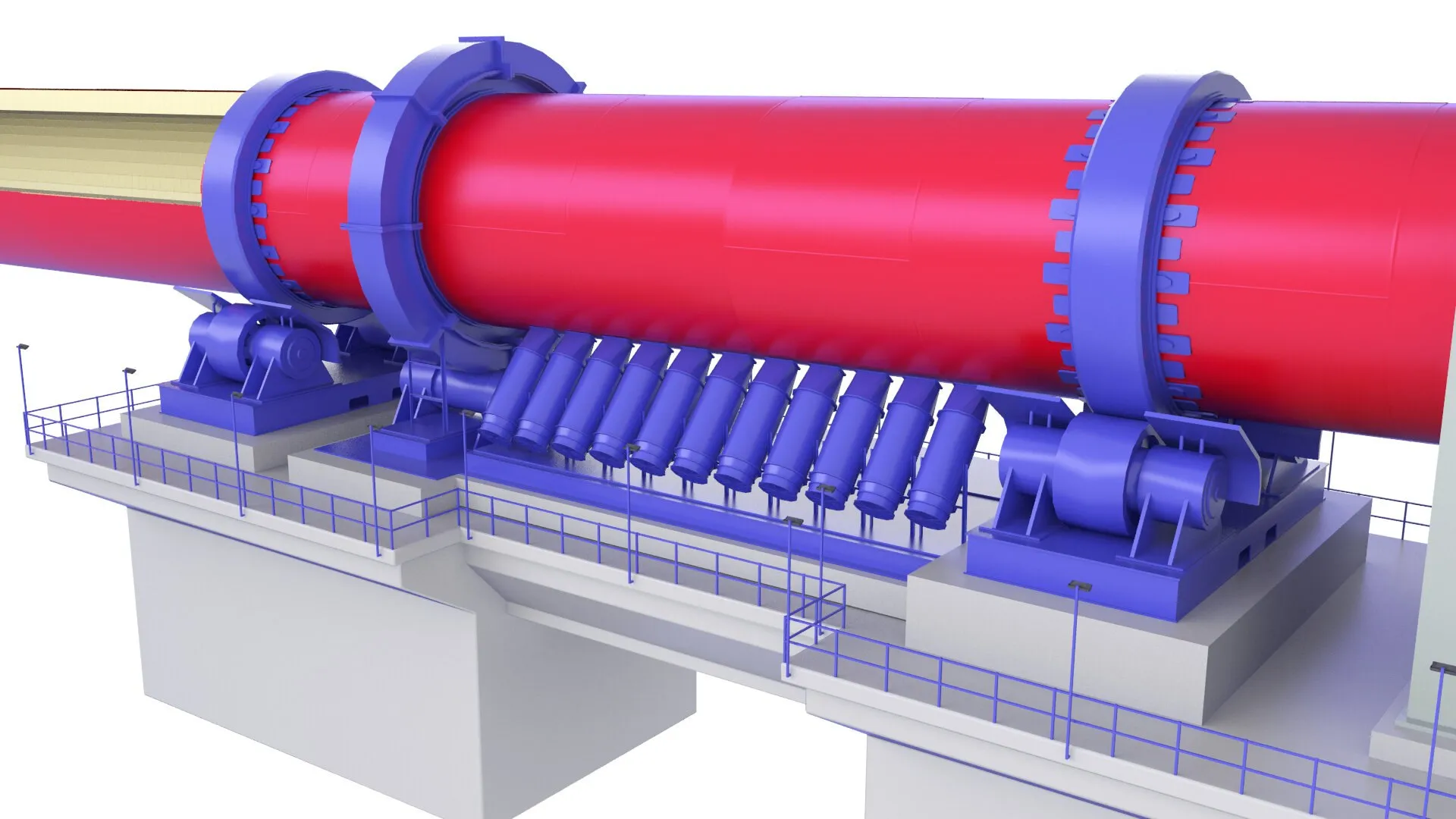
Componentes ATF para horno rotatorio — aros de rodadura, rodillos de apoyo, rodillos de empuje y anillos de nariz diseñados para producción cementera continua a alta temperatura.
Cómo funcionan los hornos rotatorios de cemento
Comprender las demandas térmicas, mecánicas y geométricas sobre los componentes del horno explica por qué la selección de materiales, el mecanizado de precisión y la alineación son críticos para lograr la producción continua que exige la economía de las plantas cementeras modernas.
Rotación y soporte del horno
El horno es un largo cilindro de acero (3,0–6,2 m de diámetro, 50–100 m de longitud) inclinado al 3–4% y rotando a 1–5 RPM. La masa del horno — a menudo 1.000–3.000 toneladas incluyendo el refractario — se apoya en 2 o 3 estaciones de aros de rodadura, cada una descansando sobre un par de rodillos de apoyo. Los aros transfieren las cargas gravitacionales y dinámicas a los rodillos, que las transmiten a las cimentaciones. Los rodillos de empuje controlan la migración axial. Cada superficie de contacto debe mantener una geometría precisa bajo carga térmica y mecánica continua.
Formación del clínker
La harina cruda precalentada entra por el extremo de alimentación del horno y viaja hacia abajo por gravedad y rotación del horno a través de zonas progresivamente más calientes: secado (hasta 200°C), calcinación (600–900°C), transición (900–1.250°C) y zona de cocción (1.250–1.450°C) donde los silicatos de calcio se combinan para formar nódulos de clínker. El combustible (carbón, gas, petcoke o combustibles alternativos) se quema desde el extremo de descarga del horno, creando una llama que calienta el material por transferencia de calor radiativa y convectiva. El revestimiento refractario protege la carcasa de estas temperaturas extremas.
Descarga y esfuerzos en componentes
El clínker incandescente (1.100–1.400°C) cae desde el extremo de descarga del horno pasando el anillo de nariz hacia el enfriador de clínker. El anillo de nariz opera bajo las condiciones térmicas más extremas de todo el horno — calor radiativo directo de la llama, contacto con clínker en caída y ciclaje térmico por la rotación del horno. La carcasa del horno se expande térmicamente durante la operación (hasta 200 mm axialmente), y los diseños de aros deben acomodar esta expansión manteniendo la geometría de soporte. Todos los componentes mecánicos experimentan carga de fatiga continua por la rotación.
Componentes mecánicos y de desgaste del horno rotatorio
ATF fabrica la gama completa de componentes estructurales y de desgaste para hornos rotatorios de cemento de 3,0 m a 6,2 m de diámetro. Cada componente requiere selección específica de material, tratamiento térmico, mecanizado de precisión y documentación de calidad.

Aros de rodadura (Kiln Tyres)
Anillos masivos de acero fundido o forjado que transfieren la masa rotante del horno a las estaciones de rodillos de apoyo. Los aros operan bajo tensiones de contacto de 50–100 MPa a temperaturas de carcasa de 250–350°C, rotando continuamente durante 20–30 años entre reemplazos. Acero fundido (G20Mn5) para servicio estándar; acero forjado aleado (42CrMo4) para aplicaciones de servicio pesado y alta carga. Disponibles como anillos sólidos o diseños seccionales para montaje en campo.
Rodillos de apoyo (Support Rollers)
Rodillos rectificados de precisión que soportan toda la masa rotante del horno en cada estación de apoyo. El perfil de corona del rodillo debe coincidir precisamente con la superficie de rodadura del aro para asegurar una distribución correcta de carga en todo el ancho de contacto — perfiles incorrectos causan carga de borde, fatiga superficial y falla prematura. Acero forjado 42CrMo4 con endurecimiento por inducción opcional a 50–55 HRC en superficies de rodadura.
Rodillos de empuje (Thrust Rollers)
Rodillos de restricción axial que controlan la migración del horno (movimiento axial) a lo largo de su eje inclinado. Los rodillos de empuje absorben la fuerza continua cuesta abajo generada por la inclinación del horno (típicamente 3–4% de pendiente) y la expansión térmica de la carcasa. Superficies de contacto endurecidas y rodamientos de servicio pesado manejan cargas de empuje continuas mientras permiten flotación axial controlada para acomodar el ciclaje térmico.
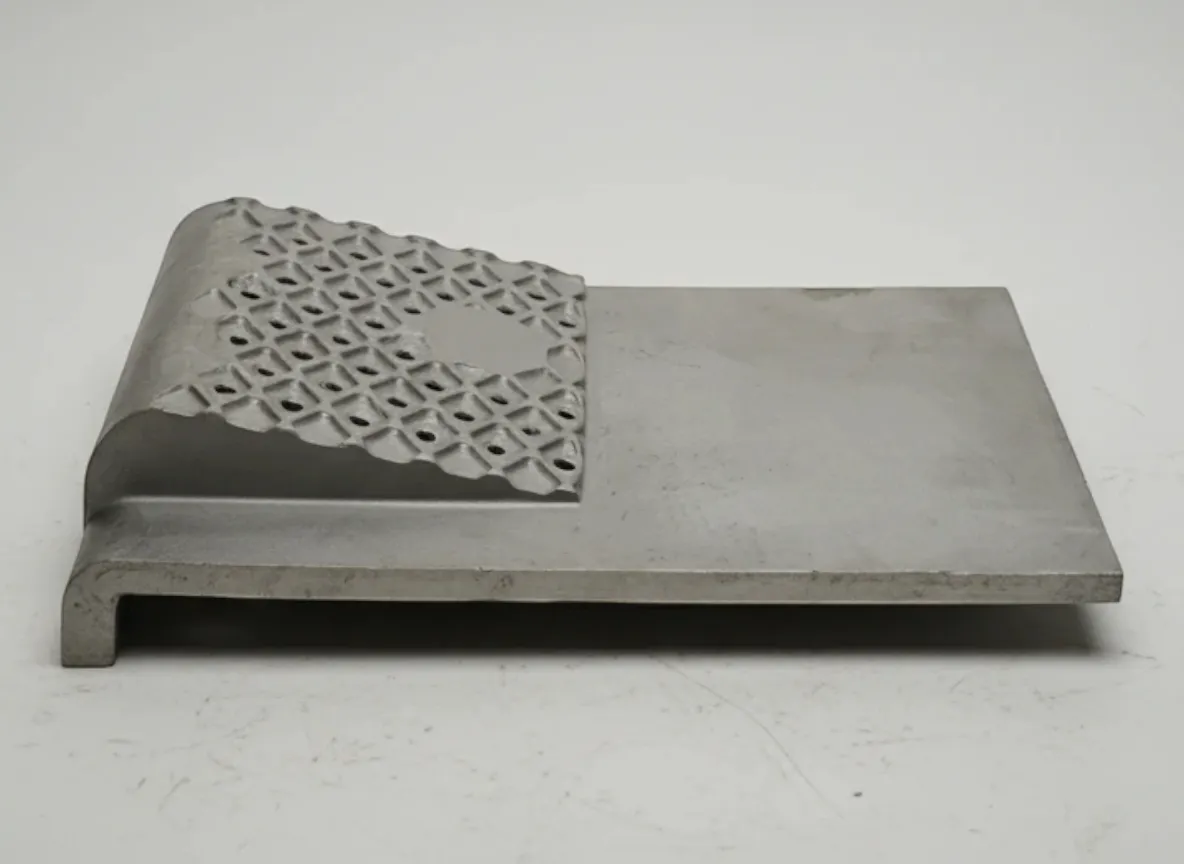
.Df70fKqF_2gfOYX.webp)
Anillos de nariz (Nose Ring Castings)
Piezas fundidas segmentadas resistentes al calor que protegen el extremo de descarga del horno donde el clínker a 1.100–1.400°C sale de la zona de cocción. Los anillos de nariz enfrentan las condiciones térmicas y abrasivas más extremas del horno — contacto directo con clínker incandescente, calor radiativo de la llama y ciclaje térmico por la rotación del horno. Aleaciones HK40 (25Cr-20Ni) y HP40 (25Cr-35Ni) clasificadas para servicio continuo a 1.000–1.100°C.

Secciones de carcasa y placas de apoyo de aro
Secciones de reemplazo de carcasa del horno para áreas dañadas, adelgazadas o corroídas — roladas y soldadas según especificaciones del horno con transiciones de material apropiadas y calificaciones de procedimientos de soldadura. Las placas de apoyo de aro (sillas) son los elementos de soporte entre la carcasa del horno y el aro de rodadura, acomodando la expansión térmica mientras mantienen la posición del aro y la transferencia de carga. Ambos requieren control dimensional preciso para la instalación.
Especificaciones de materiales para componentes de horno
Los materiales de componentes de horno se dividen en dos categorías: aceros estructurales (fundidos o forjados) para componentes portantes (aros, rodillos) que operan a 250–350°C, y aleaciones resistentes al calor para la zona caliente del horno (anillos de nariz, revestimientos de capota) expuestos a 1.000–1.100°C. Seleccionar el grado correcto para cada aplicación asegura tanto el rendimiento mecánico como la vida de servicio económica.
Acero fundido (G20Mn5)
EN 10293 G20Mn5 acero fundido (160–200 HB)
Aros de horno de servicio estándar — buena maquinabilidad, resistencia mecánica y vida a fatiga adecuadas para hornos con carga moderada por estación de apoyo
20–30 años (servicio estándar)
Limitación: Menor resistencia a la fatiga que el 42CrMo4 forjado — puede no alcanzar la vida objetivo de 30 años en hornos muy cargados, de alta velocidad o gran diámetro
Acero forjado (42CrMo4)
EN 10083 42CrMo4 acero forjado aleado (250–300 HB)
Aros de servicio pesado, rodillos de apoyo y rodillos de empuje — resistencia a fatiga superior, mayor dureza y mejor capacidad de carga para aplicaciones de alta carga
25–30+ años (servicio pesado)
Limitación: Mayor costo de material y mecanizado que el acero fundido. El proceso de forja limita la sección máxima — aros muy grandes pueden requerir alternativas fundidas
Acero endurecido por inducción
Base 42CrMo4 con superficie endurecida por inducción a 50–55 HRC (profundidad de capa de 2–5 mm)
Superficies de rodadura de rodillos de apoyo donde la máxima resistencia al desgaste superficial se combina con un núcleo tenaz para resistir la fatiga subsuperficial — el estándar para hornos de alta velocidad y alta carga
Superficie de rodadura: 15–25 años antes de re-rectificado
Limitación: El endurecimiento por inducción requiere control cuidadoso de la profundidad de capa y la zona de transición — un proceso incorrecto puede crear concentraciones de tensión subsuperficiales que inician el descascarillado
HK40 / HP40 (aleaciones resistentes al calor)
ASTM A297 HK40 (25Cr-20Ni) / HP40 (25Cr-35Ni)
Piezas fundidas de anillo de nariz y revestimientos de capota del horno expuestos a temperaturas de 1.000–1.100°C continuas — proporciona resistencia a la oxidación, resistencia a la fluencia y vida a fatiga térmica en el extremo de descarga del horno
5–10 años para anillos de nariz (según posición)
Limitación: Frágil comparado con los aceros estructurales — no apto para aplicaciones portantes. Servicio limitado a la zona caliente del horno donde la resistencia al calor es el requisito principal
Marco de selección de materiales para componentes de horno
¿Aros de horno de servicio estándar? → Acero fundido G20Mn5 — probado, económico para carga moderada por estación de apoyo
¿Aros de servicio pesado, rodillos de apoyo y empuje? → Forjado 42CrMo4 — resistencia a fatiga superior para hornos de alta carga y gran diámetro
¿Superficies de rodadura de rodillos de apoyo (hornos de alta velocidad)? → 42CrMo4 con endurecimiento por inducción a 50–55 HRC para máxima resistencia al desgaste superficial
¿Anillos de nariz y revestimientos de capota (1.000–1.100°C)? → Aleaciones resistentes al calor HK40 o HP40 según ASTM A297
Todos los componentes de acero se suministran con certificados de ensayo de material según EN 10204 Tipo 3.1 o equivalente. Contacte a ATF con las especificaciones de su horno y datos de carga para recomendaciones de material específicas por componente.
Marcas y modelos de hornos compatibles
ATF fabrica aros de rodadura, rodillos de apoyo, rodillos de empuje, piezas fundidas de anillo de nariz y componentes estructurales de repuesto para todos los principales proveedores de hornos de cemento. Nuestro equipo de ingeniería puede trabajar a partir de planos OEM o realizar ingeniería inversa de piezas a partir de muestras, mediciones y datos de levantamiento en sitio.
FLSmidth
Hornos ROTAX-2, Hornos Unax, líneas de horno Cross-Bar Cooler
Incluyendo diseños legacy Fuller y F.L.Smidth
thyssenkrupp (Polysius)
Hornos POLRO, Hornos de dos apoyos, Hornos de tres apoyos
ThyssenKrupp Industrial Solutions — tecnología de hornos Polysius
KHD Humboldt Wedag
Hornos PYRORAPID, Sistemas de horno de rodillos
Incluyendo diseños legacy de hornos Humboldt Wedag
CBMI / Sinoma
Líneas de horno de 5.000 t/d y 10.000 t/d, sistemas de piroprocesamiento completos
CBMI Construction — tecnología cementera Sinoma International
Fives (FCB)
Hornos Pilard, líneas de horno con Flash Calciner
Fives Group / FCB sistemas de hornos de cemento
Otros
Outotec (hornos de peletización/calcinación), IKN, Claudius Peters, hornos de fabricación china
Contacte a ATF con datos de placa del horno para confirmación de ajuste de componentes
¿No ve el fabricante de su horno? ATF puede realizar ingeniería inversa de componentes de horno a partir de mediciones en sitio y muestras de piezas existentes para cualquier horno rotatorio. Envíe los datos de placa de su horno, planos o dimensiones de componentes para confirmación de ajuste.
Verificar su horno¿Necesita componentes de horno para su planta cementera?
Envíe las especificaciones de su horno, condición actual de los componentes y cronograma de parada. ATF proporcionará repuestos de ingeniería con certificación completa de materiales y documentación de calidad.
Mejores prácticas de mantenimiento de componentes de horno rotatorio
Los componentes mecánicos del horno operan bajo carga de fatiga continua, estrés térmico y exposición ambiental. La inspección sistemática y el monitoreo de condición extienden la vida de servicio, previenen paradas no planificadas y mantienen la alineación del horno que protege tanto el revestimiento refractario como la carcasa del daño prematuro.
Cada turno
- Monitorear temperaturas de superficie de aros y rodillos de apoyo usando escaneo IR — los puntos calientes indican desalineación o falla de lubricación
- Verificar temperaturas de rodamientos de rodillos de apoyo y flujo de aceite de lubricación — el sobrecalentamiento indica problemas de rodamiento o alineación
- Monitorear posición axial del horno (migración) — la deriva excesiva indica desgaste de rodillos de empuje o falla del sistema hidráulico
- Escuchar sonidos anormales en estaciones de apoyo — rechinamiento metálico o golpeteo sugiere daño en superficie de rodillo/aro
Semanal
- Inspeccionar holgura de deslizamiento aro-carcasa (para diseños de aro flotante) — medir en múltiples posiciones circunferenciales
- Verificar condición de bloques de retención del aro (stop blocks) y torque de pernos — bloques sueltos permiten migración lateral del aro
- Monitorear ovalidad de la carcasa del horno en cada estación de aro usando sensores de proximidad o mediciones manuales
- Inspeccionar patrón de contacto del rodillo de empuje y condición del rodamiento — verificar señales de sobrecarga o desalineación
Mensual
- Medir desgaste de superficie de rodadura de rodillos de apoyo y aros usando perfilómetros portátiles o galgas de plantilla
- Verificar alineación del horno graficando posiciones de línea central de aros contra datum de referencia — monitorear asentamiento de estaciones de apoyo
- Inspeccionar condición de segmentos de anillo de nariz a través del acceso por capota del horno — verificar agrietamiento, erosión o acumulación de clínker
- Revisar condición de placas de apoyo de aro (para diseños de aro soldado) — buscar agrietamiento en conexiones de soldadura placa-carcasa
Parada anual
- Medición completa de perfil de aros y rodillos de apoyo — mapeo completo de superficie para evaluar patrón de desgaste y vida remanente
- Inspeccionar diámetro interior del aro y superficies de contacto de la carcasa del horno bajo el aro para desgaste por frotamiento, corrosión o decoloración por calor
- Reemplazar segmentos de anillo de nariz desgastados más allá del espesor mínimo o que muestren agrietamiento por fatiga térmica
- Inspeccionar y re-rectificar superficies de rodadura de rodillos de apoyo si el desgaste excede la tolerancia de perfil (rectificado in-situ)
- Verificar todas las soldaduras de placas de apoyo de aro, bloques de retención y pernos de cimentación — apretar o reemplazar según se requiera
- Medir espesor de carcasa del horno en zonas de alto desgaste usando medidores ultrasónicos — mapear el patrón de corrosión/erosión
Especificaciones típicas de componentes de horno por tamaño de horno
| Parámetro | Pequeño (3,0–4,0 m) | Mediano (4,0–5,0 m) | Grande (5,0–6,2 m) |
|---|---|---|---|
| Capacidad | 1.000–2.500 t/d | 2.500–5.000 t/d | 5.000–12.000 t/d |
| Peso del aro | 15–40 toneladas | 40–80 toneladas | 80–150 toneladas |
| Material del aro | Fundido G20Mn5 | Fundido o forjado | Forjado 42CrMo4 |
| Estaciones de apoyo | 2 apoyos | 2 o 3 apoyos | 3 apoyos |
| Endurecimiento de rodillos | Opcional | Recomendado | Requerido (50–55 HRC) |
| Aleación de anillo de nariz | HK40 | HK40 / HP40 | HP40 |
Las especificaciones son indicativas. Los requisitos reales dependen de las dimensiones del horno, configuración de soporte, velocidad de rotación, inclinación y tasa de producción. Contacte a ATF con los datos de su horno para recomendaciones específicas por componente.
Problemas comunes del horno rotatorio y soluciones
Los problemas de componentes mecánicos del horno tienen efectos en cascada sobre la vida del refractario, la integridad de la carcasa y la producción. La identificación temprana y la acción correctiva previenen paradas no planificadas costosas y extienden la vida tanto de los componentes mecánicos como del refractario.
Daño en superficie de aro o rodillo (picaduras, descascarillado)
Causas probables
- Tensión de contacto excediendo el límite de fatiga del material — estación de apoyo sobrecargada por desalineación o asentamiento de cimentación
- Perfil de corona del rodillo incorrecto creando carga de borde en lugar de contacto distribuido en todo el ancho
- Falla de lubricación en diseños de aro flotante — contacto metal-metal en la interfaz aro-carcasa genera calor y daño superficial
- Material extraño (clínker, escombros) atrapado entre las superficies de rodadura del aro y el rodillo
Acciones correctivas
- Verificar alineación del horno y carga de estación de apoyo — re-calzar o ajustar para restaurar la distribución correcta de carga
- Medir perfiles de rodillo y aro — re-rectificar in-situ si los perfiles se han desgastado más allá de la tolerancia de contacto
- Inspeccionar y restaurar el sistema de lubricación para aros flotantes — verificar tasa de entrega de aceite y condición del diámetro interior del aro
- Instalar o mejorar protecciones para prevenir la entrada de material en las zonas de contacto aro/rodillo
Ovalidad excesiva de la carcasa del horno
Causas probables
- Holgura de deslizamiento aro-carcasa demasiado grande (aro flotante) — el aro no soporta la carcasa en un arco suficiente
- Falla del revestimiento refractario creando un punto caliente que debilita la carcasa localmente
- Desalineación de la estación de apoyo causando soporte no uniforme — una estación soportando carga desproporcionada
- Placas de apoyo de aro desgastadas (aro soldado) permitiendo transferencia de carga desigual de carcasa a aro
Acciones correctivas
- Medir holgura de deslizamiento en todas las estaciones de aro — restaurar a especificación OEM mediante calzado o reemplazo de aro si está excesivamente desgastado
- Inspeccionar revestimiento refractario en la ubicación del punto caliente — reparar o reemplazar para restaurar protección térmica uniforme
- Verificar alineación del horno en todas las estaciones de apoyo — ajustar para corregir la distribución de carga
- Inspeccionar placas de apoyo de aro y soldaduras placa-carcasa — reemplazar placas agrietadas o desgastadas para restaurar la transferencia de carga
Migración excesiva del horno (movimiento axial)
Causas probables
- Desgaste del rodillo de empuje reduciendo la restricción efectiva — superficies de contacto desgastadas permiten deriva axial
- Falla del sistema hidráulico del rodillo de empuje — presión insuficiente para mantener la posición del horno
- Ángulo de sesgo del rodillo de apoyo incorrecto — rodillos impulsando el horno cuesta arriba o abajo en lugar de mantener posición neutral
- Cambios de expansión térmica por variaciones del proceso — el horno se alarga o acorta con cambios de temperatura
Acciones correctivas
- Inspeccionar superficie de contacto del rodillo de empuje y condición del rodamiento — reemplazar si está desgastado más allá de la restricción efectiva
- Verificar presión del sistema hidráulico, carga del acumulador y sellos de cilindro — reparar cualquier fuga o falla
- Verificar ángulos de sesgo de rodillos de apoyo — ajustar para lograr posición neutral del horno a temperatura de operación normal
- Revisar estabilidad del proceso — la operación consistente del horno reduce la variación de expansión térmica
Agrietamiento o pérdida de segmentos del anillo de nariz
Causas probables
- Fatiga térmica por ciclaje entre 1.000–1.100°C durante operación y temperatura ambiente durante paradas
- Acumulación de clínker entre segmentos creando esfuerzo mecánico que fuerza los segmentos a separarse
- Grado de aleación incorrecto — usando HK40 donde se necesita HP40 para exposición a mayor temperatura
- Impacto mecánico de grandes terrones de clínker o colapso de costra en la zona de cocción
Acciones correctivas
- Implementar enfriamiento controlado del horno durante parada (≤50°C/hora) para reducir choque térmico a las piezas fundidas del anillo de nariz
- Limpiar acumulación de clínker entre segmentos durante cada parada — restaurar las holguras de expansión diseñadas
- Revisar selección de aleación — actualizar a HP40 para segmentos en las posiciones de mayor exposición a temperatura
- Reemplazar segmentos dañados individualmente (diseños segmentados permiten cambio de 2–3 días vs 7–14 días para anillo completo)
Falla de rodamientos de rodillo de apoyo
Causas probables
- Sobrecarga por desalineación del horno — un rodamiento soportando más de su parte de diseño de la masa del horno
- Falla de lubricación — degradación del aceite, contaminación o flujo insuficiente a los rodamientos
- Asentamiento de cimentación cambiando la geometría de soporte y creando desalineación angular en el rodamiento
Acciones correctivas
- Verificar alineación del horno y carga por estación — redistribuir carga uniformemente en todas las estaciones de apoyo
- Revisar sistema de lubricación — cambiar aceite, purgar sistema, verificar caudales e instalar monitoreo de contaminación
- Inspeccionar cimentaciones y nivelar estaciones de apoyo si se detecta asentamiento — grouting y re-calzado según se requiera
Preguntas frecuentes
Respuestas a preguntas comunes sobre aros de rodadura de horno rotatorio, rodillos de apoyo, anillos de nariz, selección de materiales y pedidos. ¿No encuentra lo que busca?
Contactar a nuestro equipo¿Cuál es la vida de servicio típica de los aros de horno?
¿Cómo aseguran la compatibilidad de rodillos de apoyo con aros existentes?
¿Se pueden reemplazar los segmentos del anillo de nariz individualmente?
¿Cuál es la diferencia entre aros de horno fundidos y forjados?
¿Qué información necesita ATF para cotizar componentes de horno?
¿Son los componentes de horno ATF compatibles con equipos OEM?
¿Qué documentación de END y calidad se proporciona?
¿Cuál es el plazo de entrega típico para componentes de horno?
Mantenga su horno en operación
Componentes de horno de ingeniería de precisión que soportan la producción continua de cemento. ATF proporciona certificación completa de materiales, documentación END y tiempos de entrega coordinados con su cronograma de parada.
Contactar a ingeniería ATFSolicite una Cotización Gratuita Hoy
Nuestro equipo de ingeniería responde en 24 horas con especificaciones detalladas, recomendaciones de materiales y precios competitivos.