

Zementwerk-Teile
Drehrohrofen-Teile | Zementwerks-Ersatzteile | ATF
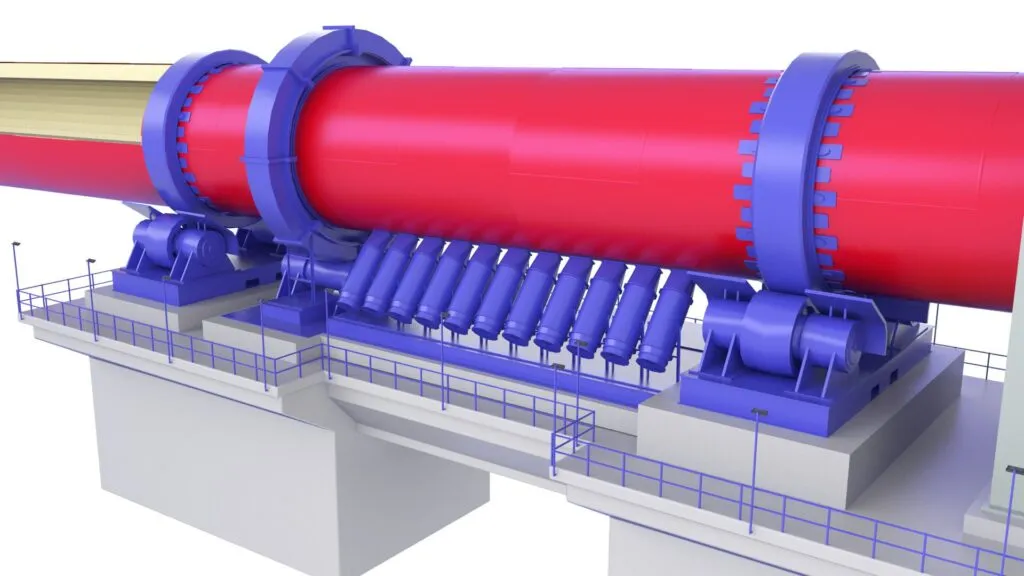
Drehrohrofen-Komponenten: Laufringe, Tragrollen, Druckrollen und Ofennasengussteile.
Drehrohrofen-Komponenten für die Zementherstellung
Zement-Drehrohröfen sind das Herzstück der Klinkerproduktion — sie arbeiten bei Brennzonentemperaturen bis 1.450°C und drehen sich kontinuierlich mit 1–5 U/min über Jahre zwischen Generalüberholungen. Laufringe, Tragrollen, Axialrollen und Ofennasengussteile müssen enormen kombinierten thermischen und mechanischen Belastungen standhalten.
ATF fertigt Ofenlaufringe aus Stahlguss (G20Mn5) für Standardeinsatz und geschmiedetem Legierungsstahl (42CrMo4) für Schwerlastanwendungen, mit Tragrollen in kontrolliertem Bombierungsprofil und optional induktionsgehärtet auf 50–55 HRC. Ofennasengussteile verwenden warmfeste Legierungen HK40 und HP40 für Dauerbetrieb bei 1.000–1.100°C. Alle Stahlkomponenten werden mit Werkstoffzeugnissen nach EN 10204 Typ 3.1 geliefert.
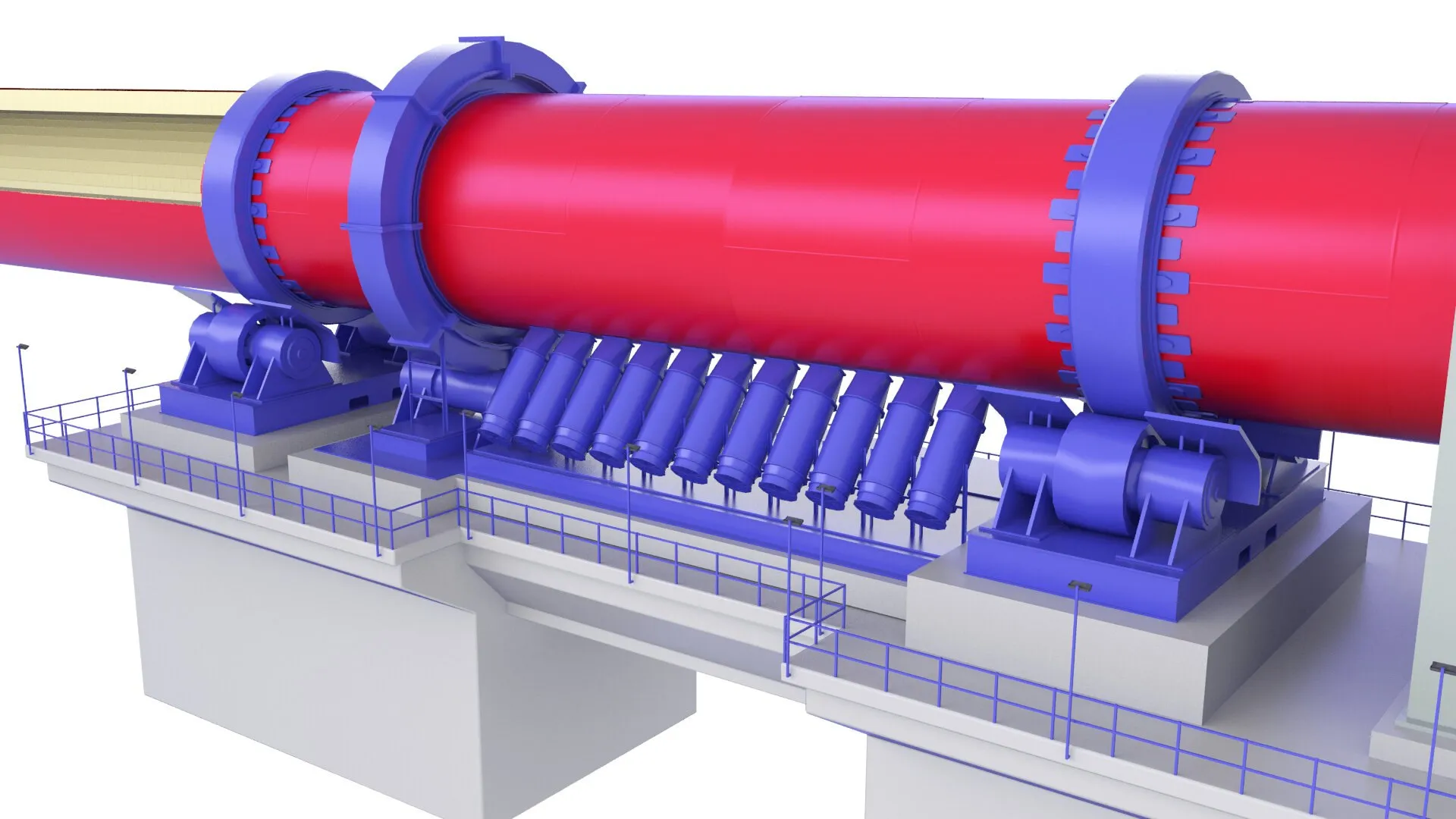
ATF Drehrohrofen-Komponenten — Laufringe, Tragrollen, Axialrollen und Ofennasengussteile für den kontinuierlichen Hochtemperatur-Zementbetrieb.
Wie Zement-Drehrohröfen funktionieren
Das Verständnis der thermischen, mechanischen und geometrischen Anforderungen an Ofenkomponenten erklärt, warum Werkstoffauswahl, Präzisionsbearbeitung und Ausrichtung entscheidend für den kontinuierlichen Betrieb sind.
Ofendrehung und -lagerung
Der Ofen ist ein langer Stahlzylinder (3,0–6,2 m Durchmesser, 50–100 m Länge) mit 3–4 % Neigung bei 1–5 U/min. Die Ofenmasse — oft 1.000–3.000 Tonnen einschließlich Feuerfestauskleidung — ruht auf 2 oder 3 Laufringstation, jeweils auf einem Tragrollenpaar. Die Laufringe übertragen die Lasten auf die Rollen und von dort auf die Fundamente.
Klinkerbildung
Vorgewärmtes Rohmehl tritt am Ofeneinlauf ein und wandert durch zunehmend heißere Zonen: Trocknung (bis 200°C), Kalzinierung (600–900°C), Übergang (900–1.250°C) und Brennzone (1.250–1.450°C), wo Calciumsilikate Klinkernodules bilden.
Austrag und Komponentenbelastung
Glühender Klinker (1.100–1.400°C) fällt vom Ofenauslauf über die Ofennase in den Klinkerkühler. Die Ofennase arbeitet unter den extremsten thermischen Bedingungen im gesamten Ofen — direkte Strahlungswärme, Kontakt mit fallendem Klinker und thermische Wechselbelastung durch Ofendrehung.
Mechanische und Verschleißkomponenten des Drehrohrofens
ATF fertigt das komplette Programm an Struktur- und Verschleißkomponenten für Zement-Drehrohröfen von 3,0 m bis 6,2 m Durchmesser.

Laufringe (Kiln Tyres)
Massive Guss- oder Schmiederinge, die die rotierende Ofenmasse auf die Tragrollenstation übertragen. Betrieb bei Kontaktspannungen von 50–100 MPa und Manteltemperaturen von 250–350°C.
Tragrollen (Support Rollers)
Präzisionsgeschliffene Rollen, die die gesamte rotierende Ofenmasse an jeder Lagerstation tragen. Das Bombierungsprofil muss zur Laufringslauffläche passen.
Axialrollen (Thrust Rollers)
Axiale Halterollen zur Kontrolle der Ofenwanderung (Axialbewegung) entlang der geneigten Achse.
.Df70fKqF_2gfOYX.webp)
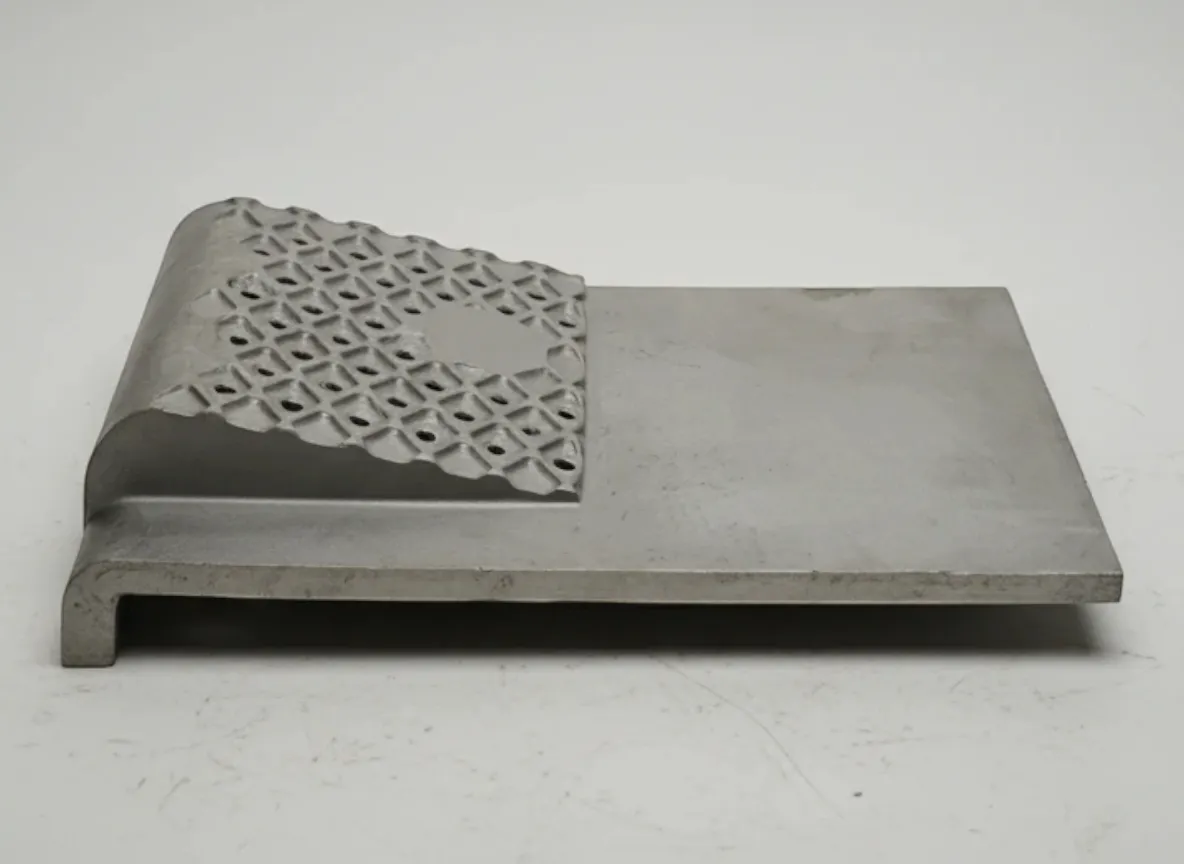
Ofennasengussteile (Nose Ring Castings)
Segmentierte warmfeste Gussteile zum Schutz des Ofenauslaufs, wo Klinker bei 1.100–1.400°C austritt. HK40- und HP40-Legierungen für Dauerbetrieb bei 1.000–1.100°C.

Mantelschüsse und Laufringsättel
Ersatz-Mantelschüsse für beschädigte oder korrodierte Bereiche. Laufringsättel sind die Stützelemente zwischen Ofenmantel und Laufring zur Aufnahme der Wärmedehnung.
Werkstoffspezifikationen für Ofenkomponenten
Ofenkomponenten-Werkstoffe teilen sich in: Baustähle (Guss oder Schmiedestück) für tragende Komponenten bei 250–350°C, und warmfeste Legierungen für die Ofenheißzone bei 1.000–1.100°C.
Stahlguss (G20Mn5)
EN 10293 G20Mn5 Stahlguss (160–200 HB)
Standard-Ofenlaufringe — gute Zerspanbarkeit und ausreichende Festigkeit
20–30 Jahre (Standardeinsatz)
Einschränkung: Geringere Dauerfestigkeit als geschmiedeter 42CrMo4
Schmiedestahl (42CrMo4)
EN 10083 42CrMo4 geschmiedeter Legierungsstahl (250–300 HB)
Schwerlast-Laufringe, Trag- und Axialrollen — überlegene Dauerfestigkeit
25–30+ Jahre (Schwerlast)
Einschränkung: Höhere Material- und Bearbeitungskosten. Schmiedeprozess begrenzt den maximalen Querschnitt
Induktionsgehärteter Stahl
Basis 42CrMo4 mit 50–55 HRC Oberfläche (2–5 mm Einhärtetiefe)
Tragrollen-Laufflächen — maximale Oberflächenverschleißfestigkeit mit zähem Kern
Lauffläche: 15–25 Jahre vor Nachschleifen
Einschränkung: Erfordert sorgfältige Kontrolle der Einhärtetiefe und Übergangszone
HK40 / HP40 (warmfeste Legierungen)
ASTM A297 HK40 (25Cr-20Ni) / HP40 (25Cr-35Ni)
Ofennasengussteile und Ofenhaubenauskleidungen bei 1.000–1.100°C Dauerbetrieb
5–10 Jahre für Ofennasen (positionsabhängig)
Einschränkung: Spröder als Baustähle — nicht für tragende Anwendungen geeignet
Werkstoffauswahl-Rahmen für Ofenkomponenten
Standard-Ofenlaufringe? → Stahlguss G20Mn5 — bewährt und wirtschaftlich
Schwerlast-Laufringe, Trag- und Axialrollen? → Geschmiedeter 42CrMo4 — überlegene Dauerfestigkeit
Tragrollen-Laufflächen (Hochgeschwindigkeitsöfen)? → 42CrMo4 mit Induktionshärtung auf 50–55 HRC
Ofennasen und Haubenauskleidungen (1.000–1.100°C)? → Warmfeste Legierungen HK40 oder HP40 nach ASTM A297
Alle Stahlkomponenten mit Werkstoffzeugnissen nach EN 10204 Typ 3.1. Kontaktieren Sie ATF mit Ihren Ofenspezifikationen für komponentenspezifische Werkstoffempfehlungen.
Kompatible Ofenmarken und -modelle
ATF fertigt Ersatz-Laufringe, Tragrollen, Axialrollen, Ofennasengussteile und Strukturkomponenten für alle wichtigen Zementofen-Lieferanten.
FLSmidth
ROTAX-2-Öfen, Unax-Öfen, Cross-Bar Cooler-Ofenlinien
Einschließlich Legacy-Konstruktionen von Fuller und F.L.Smidth
thyssenkrupp (Polysius)
POLRO-Öfen, Zweistützen-Öfen, Dreistützen-Öfen
ThyssenKrupp Industrial Solutions — Polysius-Ofentechnologie
KHD Humboldt Wedag
PYRORAPID-Öfen, Rollenofensysteme
Einschließlich Legacy Humboldt Wedag-Konstruktionen
CBMI / Sinoma
5.000 t/d und 10.000 t/d Ofenlinien, komplette Pyroprozessanlagen
CBMI Construction — Sinoma International Zementtechnologie
Fives (FCB)
Pilard-Öfen, Flash-Calciner-Ofenlinien
Fives Group / FCB Zementofensysteme
Sonstige
Outotec (Pelletier-/Kalzinieröfen), IKN, Claudius Peters, chinesische Öfen
Kontaktieren Sie ATF mit Ofen-Typenschilddaten zur Kompatibilitätsprüfung
Ihren Ofenhersteller nicht gefunden? ATF kann Ofenkomponenten durch Vor-Ort-Vermessung und vorhandene Teileproben rückentwickeln. Senden Sie Ihre Ofen-Typenschilddaten zur Kompatibilitätsprüfung.
Ihren Ofen prüfenBenötigen Sie Ofenkomponenten für Ihr Zementwerk?
Senden Sie Ihre Ofenspezifikationen, aktuellen Komponentenzustand und Stillstandsplanung. ATF liefert technisch ausgelegte Ersatzteile mit kompletter Werkstoffzertifizierung.
Best Practices für die Wartung von Drehrohrofen-Komponenten
Mechanische Ofenkomponenten arbeiten unter Dauerlastermüdung, thermischer Beanspruchung und Umwelteinflüssen. Systematische Inspektion und Zustandsüberwachung verlängern die Lebensdauer und verhindern ungeplante Stillstände.
Jede Schicht
- Oberflächentemperaturen von Laufringen und Tragrollen per IR-Scanning überwachen
- Lagertemperaturen und Schmierstoff-Durchfluss prüfen
- Axiale Ofenposition (Wanderung) überwachen
- Auf abnormale Geräusche an den Lagerstationen achten
Wöchentlich
- Laufring-Mantel-Spiel prüfen (Schwimmlaufring-Konstruktionen)
- Halteblöcke und Schraubendrehmoment prüfen
- Mantelovalität an jeder Laufringstation überwachen
- Kontaktmuster der Axialrollen prüfen
Monatlich
- Verschleiß der Laufflächen mit portablen Profilmessgeräten messen
- Ofenausrichtung durch Aufzeichnung der Mittellinien prüfen
- Ofennasensegmente durch Ofenhaubenzugang inspizieren
- Zustand der Laufringsättel prüfen
Jährlicher Stillstand
- Komplette Profilvermessung von Laufringen und Tragrollen
- Laufringbohrung und Mantelkontaktflächen inspizieren
- Verschlissene Ofennasensegmente ersetzen
- Tragrollen-Laufflächen bei Bedarf nachschleifen
- Alle Schweißnähte, Halteblöcke und Fundamentschrauben prüfen
- Manteldicke in Verschleißzonen per Ultraschall messen
Typische Spezifikationen nach Ofengröße
| Parameter | Klein (3,0–4,0 m) | Mittel (4,0–5,0 m) | Groß (5,0–6,2 m) |
|---|---|---|---|
| Kapazität | 1.000–2.500 t/d | 2.500–5.000 t/d | 5.000–12.000 t/d |
| Laufringgewicht | 15–40 Tonnen | 40–80 Tonnen | 80–150 Tonnen |
| Laufringwerkstoff | Guss G20Mn5 | Guss oder Schmiede | Schmiede 42CrMo4 |
| Lagerstationen | 2-Stützen | 2 oder 3-Stützen | 3-Stützen |
| Rollenhärtung | Optional | Empfohlen | Erforderlich (50–55 HRC) |
| Ofennasen-Legierung | HK40 | HK40 / HP40 | HP40 |
Richtwerte. Tatsächliche Anforderungen hängen von Ofenabmessungen, Lagerkonfiguration, Drehzahl und Produktionsrate ab. Kontaktieren Sie ATF für komponentenspezifische Empfehlungen.
Häufige Drehrohrofen-Probleme und Lösungen
Probleme an mechanischen Ofenkomponenten haben Kaskadeneffekte auf Feuerfestlebensdauer, Mantelintegrität und Produktion. Frühzeitige Erkennung verhindert kostspielige ungeplante Stillstände.
Oberfläschenschäden an Laufring oder Rolle (Pitting, Abplatzungen)
Wahrscheinliche Ursachen
- Kontaktspannung über der Werkstoff-Dauerfestigkeitsgrenze
- Falsches Rollenbombierungsprofil mit Kantenpressung
- Schmierungsausfall bei Schwimmlaufringen
- Fremdmaterial zwischen den Laufflächen
Korrekturmaßnahmen
- Ofenausrichtung und Stationsbelastung prüfen
- Rollen- und Laufringprofile messen — bei Bedarf nachschleifen
- Schmiersystem für Schwimmlaufringe inspizieren und wiederherstellen
- Schutzeinrichtungen gegen Materialeinfall verbessern
Übermäßige Mantelovalität
Wahrscheinliche Ursachen
- Zu großes Laufring-Mantel-Spiel
- Feuerfestversagen mit Hotspot-Bildung
- Lagerstation-Fehlausrichtung
- Verschlissene Laufringsättel
Korrekturmaßnahmen
- Spiel an allen Stationen messen — auf OEM-Spezifikation zurückführen
- Feuerfestauskleidung am Hotspot prüfen — reparieren oder ersetzen
- Ofenausrichtung prüfen — Lastverteilung korrigieren
- Laufringsättel inspizieren und bei Rissen oder Verschleiß ersetzen
Übermäßige Ofenwanderung (Axialbewegung)
Wahrscheinliche Ursachen
- Axialrollen-Verschleiß mit verminderter Rückhaltung
- Hydrauliksystemausfall der Axialrolle
- Falscher Schrägwinkel der Tragrollen
- Wärmedehnungsschwankungen durch Prozessänderungen
Korrekturmaßnahmen
- Axialrollen-Kontaktfläche prüfen — bei Verschleiß ersetzen
- Hydraulikdruck, Speicherladung und Dichtungen prüfen
- Tragrollen-Schrägwinkel prüfen und korrigieren
- Prozessstabilität verbessern zur Reduzierung der Dehnungsschwankungen
Rissbildung oder Segmentverlust an der Ofennase
Wahrscheinliche Ursachen
- Thermische Ermüdung durch Temperaturwechsel zwischen 1.000–1.100°C und Umgebung
- Klinkeranlagerung zwischen Segmenten mit mechanischer Spannungsbildung
- Falsche Legierungswahl — HK40 statt erforderlichem HP40
- Mechanischer Aufprall großer Klinkerstücke
Korrekturmaßnahmen
- Kontrollierte Ofenabkühlung beim Stillstand (≤50°C/Stunde)
- Klinkeranlagerungen zwischen Segmenten bei jedem Stillstand reinigen
- Legierungsauswahl überprüfen — auf HP40 für die heißesten Positionen umstellen
- Beschädigte Segmente einzeln ersetzen (2–3 Tage statt 7–14 Tage)
Tragrollenlager-Ausfall
Wahrscheinliche Ursachen
- Überlastung durch Ofen-Fehlausrichtung
- Schmierungsausfall — Ölalterung oder Kontamination
- Fundamentsetzung mit Geometrieänderung
Korrekturmaßnahmen
- Ofenausrichtung und Stationsbelastung prüfen — gleichmäßig verteilen
- Schmiersystem überarbeiten — Ölwechsel, Spülung, Durchflussraten prüfen
- Fundamente prüfen und Lagerstationen bei Setzung neu nivellieren
Häufig gestellte Fragen
Antworten zu Ofenlaufringen, Tragrollen, Ofennasen, Werkstoffauswahl und Bestellung. Ihre Frage nicht gefunden?
Unser Team kontaktierenWas ist die typische Lebensdauer von Ofenlaufringen?
Wie stellen Sie die Kompatibilität von Tragrollen mit vorhandenen Laufringen sicher?
Können Ofennasensegmente einzeln ersetzt werden?
Was ist der Unterschied zwischen gegossenen und geschmiedeten Laufringen?
Welche Informationen benötigt ATF für ein Angebot?
Sind ATF-Ofenkomponenten mit OEM-Ausrüstung kompatibel?
Welche ZfP- und Qualitätsdokumentation wird geliefert?
Was ist die typische Lieferzeit?
Halten Sie Ihren Ofen am Laufen
Präzisionsgefertigte Ofenkomponenten für die kontinuierliche Zementproduktion. ATF liefert vollständige Werkstoffzertifizierung, ZfP-Dokumentation und auf Ihren Stillstandsplan abgestimmte Liefertermine.
ATF-Technik kontaktierenFordern Sie Noch Heute ein Kostenloses Angebot An
Unser Ingenieurteam antwortet innerhalb von 24 Stunden mit detaillierten Spezifikationen, Materialempfehlungen und wettbewerbsfähigen Preisen.