

Pièces pour Cimenterie
Pièces de four rotatif | Pièces pour cimenterie | ATF
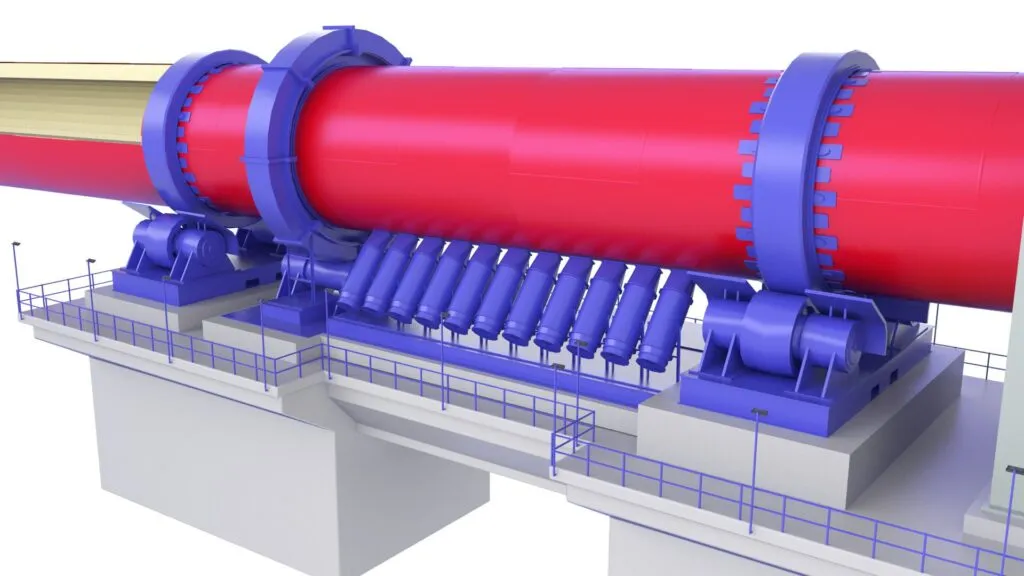
Composants de four rotatif : bandages, galets porteurs, galets de butée et pièces coulées de nez de four.
Composants de four rotatif pour la fabrication du ciment
Les fours rotatifs à ciment sont le cœur de la production de clinker — fonctionnant à des températures de zone de cuisson jusqu'à 1 450°C tout en tournant en continu à 1–5 tr/min pendant des années entre les révisions majeures. Les bandages (anneaux de roulement), galets porteurs, galets de butée et pièces d'anneau de nez doivent résister à d'énormes charges thermiques et mécaniques combinées. Les contraintes de contact des bandages atteignent 50–100 MPa à des températures de virole de 250–350°C, tandis que les anneaux de nez font face à une exposition directe au clinker incandescent à 1 100–1 400°C.
ATF fabrique des bandages de four en acier moulé (G20Mn5) pour service standard et en acier forgé allié (42CrMo4) pour les applications lourdes, avec des galets porteurs rectifiés selon des profils de bombé contrôlés et optionnellement durcis par induction à 50–55 HRC. Les pièces d'anneau de nez utilisent des alliages résistants à la chaleur HK40 et HP40 classés pour un service continu à 1 000–1 100°C. Tous les composants en acier sont fournis avec des certificats matière selon EN 10204 Type 3.1, avec CND selon spécification — soutenant les objectifs de production de 330+ jours/an exigés par l'économie des cimenteries.
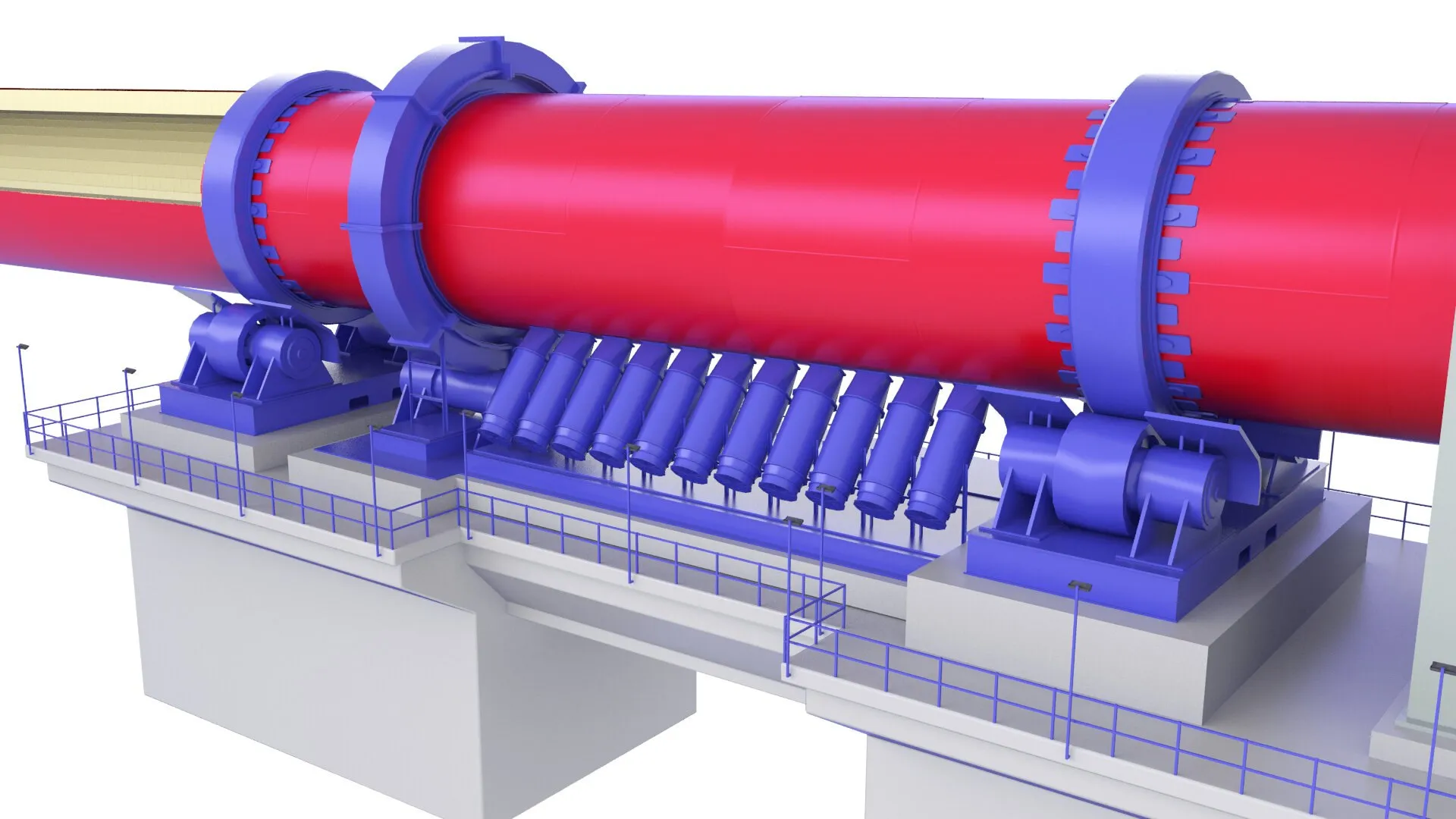
Composants ATF pour four rotatif — bandages, galets porteurs, galets de butée et anneaux de nez conçus pour la production cimentière continue à haute température.
Comment fonctionnent les fours rotatifs à ciment
Comprendre les contraintes thermiques, mécaniques et géométriques sur les composants du four explique pourquoi la sélection des matériaux, l'usinage de précision et l'alignement sont essentiels pour atteindre la production continue qu'exige l'économie des cimenteries modernes.
Rotation et support du four
Le four est un long cylindre en acier (3,0–6,2 m de diamètre, 50–100 m de longueur) incliné de 3–4 % et tournant à 1–5 tr/min. La masse du four — souvent 1 000–3 000 tonnes y compris le réfractaire — est supportée par 2 ou 3 stations de bandages, chacune reposant sur une paire de galets porteurs. Les bandages transfèrent les charges gravitationnelles et dynamiques aux galets, qui les transmettent aux fondations. Les galets de butée contrôlent la migration axiale. Chaque surface de contact doit maintenir une géométrie précise sous charge thermique et mécanique continue.
Formation du clinker
La farine crue préchauffée entre par l'extrémité d'alimentation du four et descend par gravité et rotation à travers des zones progressivement plus chaudes : séchage (jusqu'à 200°C), calcination (600–900°C), transition (900–1 250°C) et zone de cuisson (1 250–1 450°C) où les silicates de calcium se combinent pour former des nodules de clinker. Le combustible (charbon, gaz, petcoke ou combustibles alternatifs) est brûlé depuis l'extrémité de décharge, créant une flamme qui chauffe le matériau par transfert de chaleur radiatif et convectif.
Décharge et contraintes sur les composants
Le clinker incandescent (1 100–1 400°C) tombe de l'extrémité de décharge du four en passant par l'anneau de nez vers le refroidisseur de clinker. L'anneau de nez fonctionne dans les conditions thermiques les plus extrêmes de tout le four — chaleur radiative directe de la flamme, contact avec le clinker en chute, et cyclage thermique dû à la rotation du four. La virole du four se dilate thermiquement pendant le fonctionnement (jusqu'à 200 mm axialement), et les conceptions de bandages doivent accommoder cette dilatation tout en maintenant la géométrie de support.
Composants mécaniques et d'usure du four rotatif
ATF fabrique la gamme complète de composants structurels et d'usure pour fours rotatifs à ciment de 3,0 m à 6,2 m de diamètre. Chaque composant nécessite une sélection spécifique de matériau, un traitement thermique, un usinage de précision et une documentation qualité.

Bandages (Kiln Tyres)
Anneaux massifs en acier moulé ou forgé qui transfèrent la masse rotative du four aux stations de galets porteurs. Les bandages fonctionnent sous des contraintes de contact de 50–100 MPa à des températures de virole de 250–350°C, tournant en continu pendant 20–30 ans entre les remplacements.
Galets porteurs (Support Rollers)
Galets rectifiés de précision qui supportent toute la masse rotative du four à chaque station de support. Le profil de bombé du galet doit correspondre précisément à la surface de roulement du bandage pour assurer une distribution correcte de la charge sur toute la largeur de contact.
Galets de butée (Thrust Rollers)
Galets de retenue axiale qui contrôlent la migration du four (mouvement axial) le long de son axe incliné. Les galets de butée absorbent la force descendante continue générée par l'inclinaison du four et la dilatation thermique de la virole.
.Df70fKqF_2gfOYX.webp)
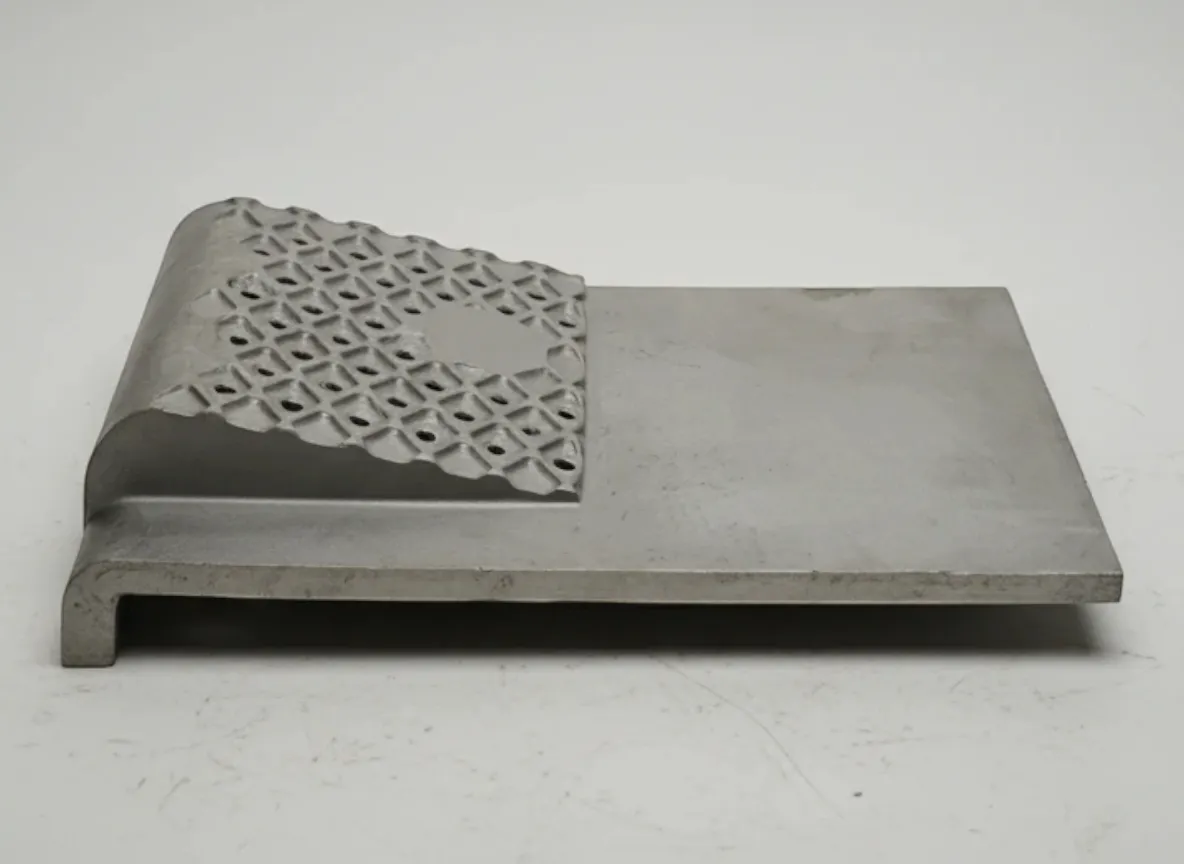
Anneaux de nez (Nose Ring Castings)
Pièces moulées segmentées résistantes à la chaleur protégeant l'extrémité de décharge du four où le clinker à 1 100–1 400°C sort de la zone de cuisson. Alliages HK40 (25Cr-20Ni) et HP40 (25Cr-35Ni) classés pour service continu à 1 000–1 100°C.

Sections de virole et plaques de support
Sections de remplacement de virole du four pour les zones endommagées, amincies ou corrodées — roulées et soudées selon les spécifications du four. Les plaques de support de bandage sont les éléments entre la virole et le bandage, accommodant la dilatation thermique tout en maintenant la position du bandage.
Spécifications des matériaux pour composants de four
Les matériaux des composants de four se divisent en deux catégories : aciers structurels (moulés ou forgés) pour les composants porteurs (bandages, galets) fonctionnant à 250–350°C, et alliages résistants à la chaleur pour la zone chaude du four (anneaux de nez, revêtements de hotte) exposés à 1 000–1 100°C.
Acier moulé (G20Mn5)
EN 10293 G20Mn5 acier moulé (160–200 HB)
Bandages de four service standard — bonne usinabilité, résistance mécanique et durée de vie en fatigue adéquates
20–30 ans (service standard)
Limitation: Résistance en fatigue inférieure au 42CrMo4 forgé — peut ne pas atteindre la durée de vie cible de 30 ans sur les fours très chargés
Acier forgé (42CrMo4)
EN 10083 42CrMo4 acier forgé allié (250–300 HB)
Bandages service lourd, galets porteurs et de butée — résistance en fatigue supérieure pour applications à forte charge
25–30+ ans (service lourd)
Limitation: Coût matériau et usinage plus élevé. Le processus de forgeage limite la section maximale
Acier durci par induction
Base 42CrMo4 avec surface durcie par induction à 50–55 HRC (profondeur 2–5 mm)
Surfaces de roulement des galets porteurs — résistance maximale à l'usure de surface combinée avec un cœur tenace
Surface de roulement : 15–25 ans avant re-rectification
Limitation: Le durcissement par induction nécessite un contrôle précis de la profondeur et de la zone de transition
HK40 / HP40 (alliages résistants à la chaleur)
ASTM A297 HK40 (25Cr-20Ni) / HP40 (25Cr-35Ni)
Anneaux de nez et revêtements de hotte exposés à 1 000–1 100°C continus
5–10 ans pour anneaux de nez (selon position)
Limitation: Fragile comparé aux aciers structurels — non adapté aux applications portantes
Cadre de sélection des matériaux pour composants de four
Bandages de four service standard ? → Acier moulé G20Mn5 — éprouvé, économique pour charge modérée
Bandages service lourd, galets porteurs et de butée ? → Forgé 42CrMo4 — résistance en fatigue supérieure pour fours à forte charge
Surfaces de roulement des galets (fours haute vitesse) ? → 42CrMo4 avec durcissement par induction à 50–55 HRC
Anneaux de nez et revêtements de hotte (1 000–1 100°C) ? → Alliages HK40 ou HP40 selon ASTM A297
Tous les composants en acier fournis avec certificats matière selon EN 10204 Type 3.1. Contactez ATF avec les spécifications de votre four pour des recommandations matériaux spécifiques.
Marques et modèles de fours compatibles
ATF fabrique des bandages, galets porteurs, galets de butée, anneaux de nez et composants structurels de remplacement pour tous les principaux fournisseurs de fours à ciment.
FLSmidth
Fours ROTAX-2, Fours Unax, lignes de four Cross-Bar Cooler
Y compris les conceptions legacy Fuller et F.L.Smidth
thyssenkrupp (Polysius)
Fours POLRO, Fours à deux appuis, Fours à trois appuis
ThyssenKrupp Industrial Solutions — technologie de fours Polysius
KHD Humboldt Wedag
Fours PYRORAPID, Systèmes de four à rouleaux
Y compris les conceptions legacy Humboldt Wedag
CBMI / Sinoma
Lignes de four 5 000 t/j et 10 000 t/j, systèmes de pyrotraitement complets
CBMI Construction — technologie cimentière Sinoma International
Fives (FCB)
Fours Pilard, lignes de four Flash Calciner
Fives Group / FCB systèmes de fours à ciment
Autres
Outotec (fours de pelletisation/calcination), IKN, Claudius Peters, fours de fabrication chinoise
Contactez ATF avec les données de plaque du four pour confirmation de compatibilité
Vous ne voyez pas votre fabricant de four ? ATF peut rétro-concevoir des composants de four à partir de mesures sur site et d'échantillons de pièces existantes. Envoyez les données de plaque de votre four pour confirmation de compatibilité.
Vérifier votre fourBesoin de composants de four pour votre cimenterie ?
Envoyez les spécifications de votre four, l'état actuel des composants et le calendrier d'arrêt. ATF fournira des pièces de remplacement avec certification matière complète et documentation qualité.
Meilleures pratiques de maintenance des composants de four rotatif
Les composants mécaniques du four fonctionnent sous charge de fatigue continue, contrainte thermique et exposition environnementale. L'inspection systématique et la surveillance d'état prolongent la durée de vie et préviennent les arrêts non planifiés.
Chaque poste
- Surveiller les températures de surface des bandages et galets porteurs par balayage IR
- Vérifier les températures de roulements et le débit d'huile de lubrification
- Surveiller la position axiale du four (migration)
- Écouter les bruits anormaux aux stations de support
Hebdomadaire
- Inspecter le jeu de glissement bandage-virole (conceptions à bandage flottant)
- Vérifier l'état des blocs de retenue et le couple de serrage des boulons
- Surveiller l'ovalité de la virole à chaque station de bandage
- Inspecter le motif de contact des galets de butée
Mensuel
- Mesurer l'usure des surfaces de roulement avec profilomètres portables
- Vérifier l'alignement du four en traçant les positions de ligne centrale
- Inspecter l'état des segments d'anneau de nez par l'accès à la hotte
- Examiner l'état des plaques de support de bandage
Arrêt annuel
- Mesure complète du profil des bandages et galets — cartographie de surface complète
- Inspecter l'alésage du bandage et les surfaces de contact de la virole
- Remplacer les segments d'anneau de nez usés au-delà de l'épaisseur minimale
- Inspecter et re-rectifier les surfaces de roulement des galets si nécessaire
- Vérifier toutes les soudures de plaques de support et boulons de fondation
- Mesurer l'épaisseur de la virole aux zones de forte usure par ultrasons
Spécifications typiques par taille de four
| Paramètre | Petit (3,0–4,0 m) | Moyen (4,0–5,0 m) | Grand (5,0–6,2 m) |
|---|---|---|---|
| Capacité | 1 000–2 500 t/j | 2 500–5 000 t/j | 5 000–12 000 t/j |
| Poids du bandage | 15–40 tonnes | 40–80 tonnes | 80–150 tonnes |
| Matériau du bandage | Moulé G20Mn5 | Moulé ou forgé | Forgé 42CrMo4 |
| Stations de support | 2 appuis | 2 ou 3 appuis | 3 appuis |
| Durcissement des galets | Optionnel | Recommandé | Requis (50–55 HRC) |
| Alliage d'anneau de nez | HK40 | HK40 / HP40 | HP40 |
Spécifications indicatives. Les exigences réelles dépendent des dimensions du four, de la configuration de support, de la vitesse de rotation et du taux de production. Contactez ATF pour des recommandations spécifiques.
Problèmes courants du four rotatif et solutions
Les problèmes de composants mécaniques du four ont des effets en cascade sur la durée de vie du réfractaire, l'intégrité de la virole et la production. L'identification précoce prévient les arrêts non planifiés coûteux.
Dommages de surface du bandage ou galet (piqûres, écaillage)
Causes probables
- Contrainte de contact dépassant la limite de fatigue du matériau
- Profil de bombé du galet incorrect créant une charge de bord
- Défaillance de lubrification sur bandages flottants
- Matériau étranger piégé entre les surfaces de roulement
Actions correctives
- Vérifier l'alignement du four et la charge par station de support
- Mesurer les profils des galets et bandages — re-rectifier si nécessaire
- Inspecter et restaurer le système de lubrification pour bandages flottants
- Installer ou améliorer les protections contre l'ingestion de matériau
Ovalité excessive de la virole
Causes probables
- Jeu de glissement bandage-virole trop important
- Défaillance du revêtement réfractaire créant un point chaud
- Désalignement de la station de support
- Plaques de support de bandage usées
Actions correctives
- Mesurer le jeu de glissement à toutes les stations — restaurer selon spécification OEM
- Inspecter le réfractaire au point chaud — réparer ou remplacer
- Vérifier l'alignement du four — ajuster la distribution de charge
- Inspecter et remplacer les plaques de support fissurées ou usées
Migration excessive du four (mouvement axial)
Causes probables
- Usure du galet de butée réduisant la retenue effective
- Défaillance du système hydraulique du galet de butée
- Angle de biais des galets porteurs incorrect
- Variations de dilatation thermique dues aux changements de procédé
Actions correctives
- Inspecter la surface de contact du galet de butée — remplacer si usé
- Vérifier la pression hydraulique, la charge de l'accumulateur et les joints
- Vérifier les angles de biais des galets porteurs
- Stabiliser le procédé pour réduire les variations de dilatation thermique
Fissuration ou perte de segments d'anneau de nez
Causes probables
- Fatigue thermique due au cyclage entre 1 000–1 100°C et température ambiante
- Accumulation de clinker entre segments créant des contraintes mécaniques
- Nuance d'alliage incorrecte — HK40 utilisé là où HP40 est nécessaire
- Impact mécanique de gros morceaux de clinker
Actions correctives
- Refroidissement contrôlé du four lors des arrêts (≤50°C/heure)
- Nettoyer l'accumulation de clinker entre segments à chaque arrêt
- Revoir la sélection d'alliage — passer à HP40 pour les positions les plus exposées
- Remplacer les segments endommagés individuellement (2–3 jours vs 7–14 jours)
Défaillance de roulements des galets porteurs
Causes probables
- Surcharge due au désalignement du four
- Défaillance de lubrification — dégradation ou contamination de l'huile
- Tassement des fondations modifiant la géométrie de support
Actions correctives
- Vérifier l'alignement du four et la charge par station — redistribuer uniformément
- Réviser le système de lubrification — changer l'huile, purger, vérifier les débits
- Inspecter les fondations et remettre à niveau les stations de support si nécessaire
Questions fréquentes
Réponses aux questions courantes sur les bandages de four rotatif, galets porteurs, anneaux de nez, sélection des matériaux et commandes. Vous ne trouvez pas ce que vous cherchez ?
Contacter notre équipeQuelle est la durée de vie typique des bandages de four ?
Comment assurez-vous la compatibilité des galets avec les bandages existants ?
Les segments d'anneau de nez peuvent-ils être remplacés individuellement ?
Quelle est la différence entre bandages moulés et forgés ?
Quelles informations ATF a-t-il besoin pour un devis ?
Les composants ATF sont-ils compatibles avec les équipements OEM ?
Quelle documentation CND et qualité est fournie ?
Quel est le délai de livraison typique ?
Maintenez votre four en fonctionnement
Composants de four de précision qui soutiennent la production continue de ciment. ATF fournit une certification matière complète, une documentation CND et des délais coordonnés avec votre calendrier d'arrêt.
Contacter l'ingénierie ATFDemandez un Devis Gratuit Aujourd'hui
Notre équipe d'ingénierie répond sous 24 heures avec des spécifications détaillées, des recommandations de matériaux et des prix compétitifs.