

Kreiselbrecher-Teile
Kreiselbrecher-Teile | Brechmäntel und Konkaven | ATF
Kreiselbrecher-Teile: Brechmäntel, Konkavensegmente, Spinnenbaugruppen und Wellenbuchsen. Manganstahl-Panzerungen.
Complete Wear Part Solutions for Gyratory Crushers
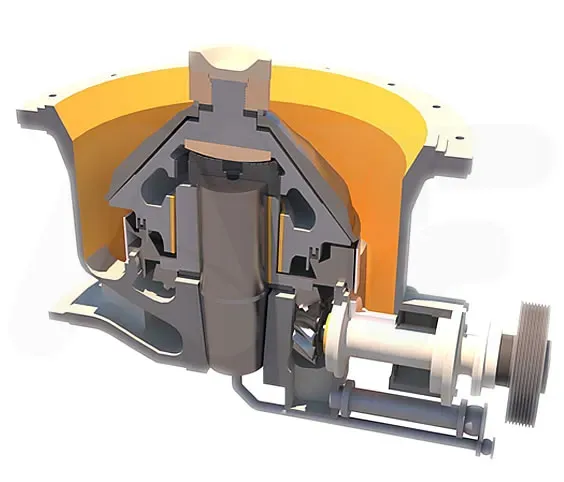
Gyratory crushers are the largest primary crushers in mining and quarrying operations, accepting run-of-mine (ROM) material directly from haul trucks. An eccentric mechanism drives the main shaft and mantle in a gyratory motion within a stationary concave chamber, compressing and fracturing material through continuous cyclic loading. With feed openings from 42 to 63+ inches, gyratory crushers process the hardest and largest feed material in the industry — from copper and iron ore to granite and taconite.
Every component in a gyratory crusher — from the segmented mantle and concave liners that form the crushing chamber to the spider assembly that centres the main shaft — operates under extreme loads and must maintain precise geometry. Liner segment profiles, manganese grade selection by chamber position, spider bushing condition and eccentric assembly clearances all interact to determine throughput, product quality and operating cost. ATF engineers and manufactures the complete range of gyratory crusher wear parts and precision spares to OEM specifications.

ATF gyratory crusher liners — segmented mantle and concave rings in Mn13–Mn22 manganese steel, profile-matched to OEM chamber geometry.
Gyratory Crushing Mechanism
Understanding how each component contributes to the primary crushing process explains why liner position-specific grade selection, spider bushing condition and eccentric assembly maintenance directly affect product quality, throughput and equipment longevity.
Feed Entry
Run-of-mine material is dumped directly into the crusher from haul trucks or via a dump pocket and apron feeder. Material falls through the spider arms into the annular gap between the mantle and the upper concave rings. Feed distribution around the full 360° circumference is critical — one-sided dumping causes asymmetric liner wear and reduces crusher efficiency. The spider arms bridge the feed opening and direct material flow.
Gyratory Compression
The eccentric assembly drives the main shaft and mantle in a gyratory (wobbling) motion. As the mantle approaches the concave wall, material trapped between the surfaces is compressed and fractured. The progressively narrowing chamber provides staged reduction — coarse crushing at the top (large gap), fine crushing at the bottom (narrow gap). The gyratory motion means crushing occurs continuously around the full circumference, unlike a jaw crusher's intermittent cycle.
Product Discharge
Crushed material falls by gravity through the annular discharge opening at the bottom of the chamber. The closed-side setting (CSS) — the minimum gap between mantle and concave at the parallel zone — determines the maximum product particle size. Hydraulic adjustment of the mantle position allows CSS control during operation. Typical primary gyratory reduction ratios range from 5:1 to 8:1, producing material suitable for secondary cone or impact crushers downstream.
Gyratory Crusher Wear Parts & Precision Spares
A gyratory crusher requires three main categories of wear and precision components. Each component page provides detailed material options, OEM compatibility information and application-specific guidance.
Mantle & Concave Segments
The primary wear parts in every gyratory crusher. The mantle (inner rotating element) and concave rings (outer stationary liners) form the crushing chamber. Gyratory liners are manufactured as segmented rings — allowing individual segment replacement without removing the entire liner assembly. Segment profile, manganese grade and ring position determine crushing efficiency and wear life.
Spider Assembly
The spider assembly sits at the top of the gyratory crusher, supporting and centering the main shaft via the spider bushing. Spider arms, the spider cap and the spider bushing must maintain precise alignment — a worn spider bushing allows shaft wandering that cascades into uneven liner wear, reduced throughput and accelerated bearing damage.

Shaft Bushings & Bearings
Bronze and babbitt bushings that support the main shaft and eccentric assembly. These precision-bored bearing surfaces control the eccentric throw that drives the crushing action. Worn bushings allow excessive shaft clearance — reducing crushing force, increasing vibration and risking catastrophic bearing seizure if oil film integrity is lost.
Manganese Grade Selection for Gyratory Crusher Liners
Gyratory crushers present a unique material selection challenge: the upper chamber receives high-impact energy from large feed, while the lower chamber processes finer, more abrasive material with lower impact. ATF recommends position-specific grade selection — using different manganese grades at different vertical positions in the chamber to optimise both impact resistance and abrasion resistance where each is most needed.
Mn13Cr2 Manganese Steel
Mn13Cr2 (standard)
Standard primary gyratory crushing of medium-hard rock — limestone, dolomite, copper ore
Baseline
Limitation: May not develop maximum work-hardened surface in softer ores with low impact energy
Mn18Cr2 Manganese Steel
Mn18Cr2 (high-manganese)
Hard rock primary crushing — granite, basalt, taconite, hard iron ore with high compressive strength
1.2–1.5× Mn13 in high-impact primary applications
Limitation: Higher cost than Mn13 — only justified where the high impact energy of large primary gyratory crushers activates the extra manganese
Mn22Cr2 Manganese Steel
Mn22Cr2 (ultra-high manganese)
Extreme-duty primary gyratory crushing of very hard, abrasive rock at maximum feed sizes
1.5–2× Mn13 in extreme-impact applications
Limitation: Premium cost — economical only in large primary gyratories (60×89 and above) where extreme impact fully activates work-hardening
Mn + TiC Composite
Mn14/Mn18 base + TiC inserts (2800 HV)
High-abrasion zones in the lower concave rings where material is finest and most abrasive
2–3× standard manganese in abrasive lower positions
Limitation: TiC inserts not recommended for upper concave positions where large feed generates high point-load impact
Position-Specific Grade Selection
Upper concaves (feed zone — highest impact)? → Mn18Cr2 or Mn22Cr2 for maximum impact toughness
Middle concaves (transition zone)? → Mn18Cr2 — balanced impact and abrasion resistance
Lower concaves (parallel zone — highest abrasion)? → Mn13Cr2 + TiC composite for maximum abrasion resistance
Mantle segments? → Match to opposing concave grade — Mn18Cr2 upper, Mn13Cr2 or TiC lower
Contact ATF with your crusher model, feed material, tonnage and current wear patterns — we'll recommend the optimal grade combination by chamber position.
Compatible Gyratory Crusher Brands & Models
ATF manufactures aftermarket mantle segments, concave rings, spider components and shaft bushings to OEM dimensional and profile specifications. All liner segments are verified against original drawings before production. Profile tolerance: ±2 mm, weight: ±2%, bore dimensions: ±0.5 mm.
Metso
Superior 42-65, 54-75, 60-89, 60-110, MKII 42-65, 50-65, 54-75, 60-89
Superior and MKII series primary gyratories
FLSmidth
Fuller Traylor 42-65, 54-75, 60-89, 60-110, TG series
Traylor gyratory crushers and TG series
Sandvik
CG series — CG820, CG830, CG850
Sandvik primary gyratory crushers
ThyssenKrupp
KB54-75, KB60-89, KB63-89, KB63-114
ThyssenKrupp primary gyratory crushers
Terex / Cedarapids
MCG series, legacy Allis-Chalmers models
Including legacy Allis-Chalmers gyratory patterns
Trio / Weir
TGC series gyratory crushers
Trio and Weir Minerals gyratory models
Don't see your crusher model? ATF maintains patterns and drawings for gyratory crushers from all major manufacturers including discontinued and legacy equipment. Send your crusher nameplate, drawings or segment dimensions for confirmation.
Verify Your ModelNeed Gyratory Crusher Parts?
Send your crusher model, segment positions and part requirements for a detailed quotation. ATF engineers can recommend position-specific manganese grades to optimise your total liner cost.
Gyratory Crusher Maintenance Best Practices
Gyratory crushers operate under extreme loads — disciplined maintenance extends liner life, prevents unplanned downtime and protects the main shaft, spider assembly and eccentric bearings from damage caused by worn liners or neglected support systems.
Every Shift
- Check lube oil temperature, pressure and flow — abnormal readings indicate bearing or bushing issues
- Monitor hydraulic mantle adjustment system pressure — loss of pressure affects CSS control
- Listen for abnormal sounds: metallic contact, grinding or rhythmic hammering indicates liner or spider problems
Weekly
- Measure closed-side setting (CSS) at multiple points around the crusher — uneven CSS indicates mantle or concave wear
- Inspect spider bushing lubrication and oil condition — contamination accelerates bushing wear
- Check concave ring bolt tension and retaining wedge condition on accessible segments
Monthly
- Measure liner wear at multiple circumferential and vertical positions — map the wear pattern to identify feed distribution issues
- Inspect spider arms for cracking, erosion or deformation from rock impact during bridging events
- Check eccentric bushing clearances and oil film condition via oil analysis
At Liner Change
- Inspect the main shaft for scoring, erosion or corrosion at bushing contact surfaces
- Check spider bushing bore for ovality — replace if worn beyond tolerance
- Verify eccentric throw and bushing clearances — worn eccentrics reduce crushing efficiency
- Inspect the bottom shell (lower frame) liner contact surfaces for erosion or backing compound voids
- Clean and re-apply backing compound with zero voids between new liners and the frame
Common Gyratory Crusher Sizes & Typical Throughput
| Size | Feed Opening | Throughput (tph) | Application |
|---|---|---|---|
| 42-65 | 1,067 mm | 1,500–3,500 | Medium mining operations |
| 54-75 | 1,370 mm | 3,000–6,000 | Large mining operations |
| 60-89 | 1,525 mm | 5,000–10,000 | Major mining operations |
| 60-110 | 1,525 mm | 8,000–14,000 | Ultra-large mining operations |
Throughput depends on feed material, CSS setting, moisture content and crusher speed. Values shown are indicative ranges for hard rock applications.
Common Gyratory Crusher Problems & Solutions
Recognising wear patterns and operational symptoms early prevents costly damage to the main shaft, spider assembly and eccentric bearings. Contact ATF technical support if you need help diagnosing an issue.
Uneven Liner Wear Pattern
Probable Causes
- Asymmetric feed distribution — ROM material favouring one side of the feed opening
- Worn spider bushing allowing the main shaft to orbit off-centre
- One or more concave segments have shifted position due to loose retaining hardware
Corrective Actions
- Review dump truck tipping practice — material should enter the crusher centrally, not against one side
- Inspect spider bushing clearance and replace if out of tolerance
- Check all concave retaining wedges and bolts — re-secure any shifted segments
Liner Cracking or Segment Spalling
Probable Causes
- Voids in backing compound — segments not uniformly supported against the shell
- Incorrect manganese grade for the feed material — insufficient toughness for impact conditions
- Oversize feed exceeding the crusher's design gape causing point-load stress on liner surfaces
Corrective Actions
- Ensure correct backing compound application with complete void-free coverage during installation
- Review manganese grade against actual feed conditions — upgrade to Mn18 or Mn22 for harder rock
- Control ROM feed size — implement drill and blast or secondary breaking to limit oversize material
Spider Bushing Overheating
Probable Causes
- Insufficient lubrication — oil supply restricted, contaminated or wrong viscosity
- Spider bushing worn beyond tolerance — metal-to-metal contact instead of hydrodynamic oil film
- Excessive shaft loading from bridging events or sustained oversize feed
Corrective Actions
- Check oil supply: flow rate, pressure, temperature, viscosity grade and contamination level
- Measure spider bushing clearance — replace immediately if clearance exceeds OEM tolerance
- Review feed practice and install a rock breaker to prevent bridging and clear oversize material
Reduced Throughput / Product Too Coarse
Probable Causes
- Liner wear has opened the CSS beyond target — product is coarser than specification
- Mantle profile worn flat — loss of progressive reduction geometry in the parallel zone
- Bridging or packing in the crusher throat reducing effective chamber volume
Corrective Actions
- Adjust CSS using the hydraulic mantle position system — reset to target gap
- Replace mantle and concave segments if profiles are worn beyond effective adjustment range
- Clear bridging with rock breaker — investigate cause (wet/sticky feed, oversize material, incorrect CSS)
Excessive Vibration or Main Shaft Movement
Probable Causes
- Worn eccentric bushings allowing excessive shaft play beyond design clearance
- Unbalanced liner wear creating asymmetric crushing forces
- Foundation bolts loosened by repeated shock loading or bridging events
Corrective Actions
- Check eccentric bushing clearances against OEM specification — replace if worn beyond tolerance
- Map liner wear pattern — replace segments that are significantly more worn than adjacent segments
- Re-torque all foundation bolts and inspect the concrete base for cracking or settlement
Frequently Asked Questions
Answers to common questions about gyratory crusher parts, manganese grade selection, maintenance and ordering. Can't find what you're looking for?
Contact Our TeamWhat is the difference between a gyratory crusher and a cone crusher?
Why are gyratory crusher liners segmented?
How do I choose the correct manganese grade for gyratory liners?
What is the role of the spider assembly?
How often should gyratory crusher liners be replaced?
Are ATF gyratory crusher parts compatible with OEM equipment?
What information does ATF need to quote gyratory crusher parts?
What is the typical lead time for gyratory crusher parts?
Ready to Optimise Your Gyratory Crusher Performance?
ATF engineers respond within 24 hours with position-specific manganese grade recommendations, segment profile verification and competitive pricing for your gyratory crusher.
Request a Free QuoteAuskleidungslebensdauer Maximieren
ATF Maxtor Brecher-Vergussmasse
Unsere 100% feste Epoxid-Vergussmasse beseitigt Spalte zwischen Auskleidungen und Brecherkörpern, absorbiert Vibrationen und verlängert die Lebensdauer der Verschleißteile. Nicht brennbar, einfaches Mischen, keine Spezialausrüstung erforderlich.
Fordern Sie Noch Heute ein Kostenloses Angebot An
Unser Ingenieurteam antwortet innerhalb von 24 Stunden mit detaillierten Spezifikationen, Materialempfehlungen und wettbewerbsfähigen Preisen.