

Repuestos para Planta de Cemento
Piezas Adicionales para Planta de Cemento | ATF
Repuestos adicionales para plantas de cemento: revestimientos de molino, paletas de separador y fundiciones resistentes al calor.
Mill Liners, Separator Parts & Custom Castings for Cement Plants
Beyond the major process areas of preheaters, kilns and coolers, cement plants require thousands of wear parts and custom castings distributed throughout the entire production process. Mill liners for both raw meal grinding and finish cement grinding protect expensive grinding equipment and directly influence product fineness, energy consumption and throughput. Separator components — rotor blades, guide vanes and housing liners for high-efficiency classifiers — control product fineness to within tight specifications (typically 3,000–4,500 cm²/g Blaine for cement).
ATF engineering and manufacturing capabilities extend across the complete range of cement plant requirements, from standard replacement mill liners to complex custom castings for unique plant-specific applications. Our foundry produces individual castings up to 3,000 kg with pattern development, 3D laser scanning and reverse engineering services available for components where OEM drawings are no longer available. All parts are manufactured with EN 10204 Type 3.1 material certification ensuring predictable performance supporting 330+ days/year cement plant operation.
ATF cement plant components — mill liners, separator parts, kiln internals and custom castings in application-specific alloys for complete cement plant coverage.
Where These Parts Operate in Cement Production
Cement production involves multiple distinct process stages from raw material preparation through finish grinding. Each stage presents different wear conditions — temperature, abrasion type, impact severity and chemical environment — requiring application-specific material selection for every wear component.
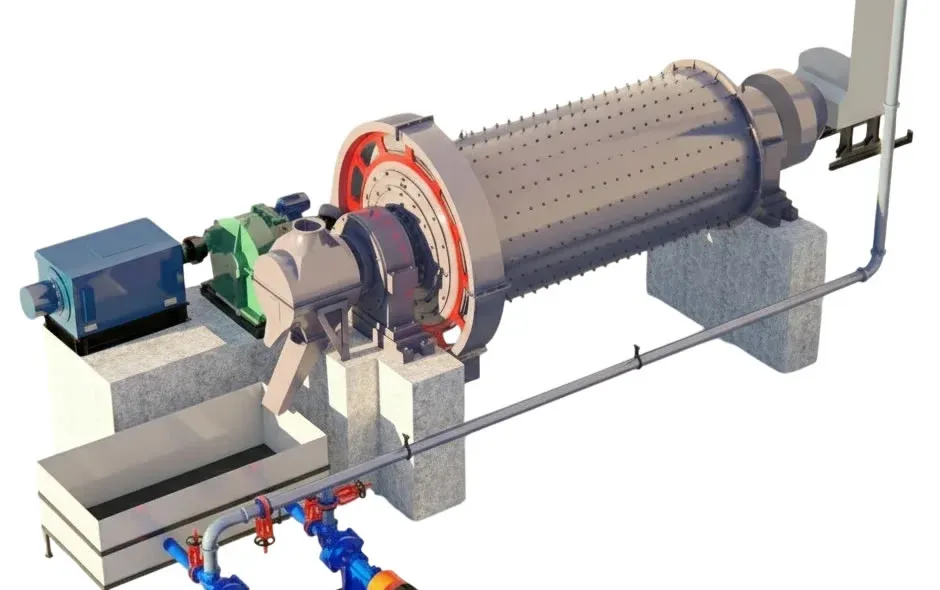
Grinding & Classification
Ball mills and vertical roller mills grind raw materials and clinker under high-stress abrasion from grinding media and material particles. Mill liners protect the shell while controlling ball charge motion for efficient grinding. Separators classify ground material — rotor blades and guide vanes must maintain precise aerodynamic profiles to control product fineness. Wear in either component directly reduces grinding efficiency and product quality.
Kiln Internals & High Temperature
Inside the rotary kiln, lifter bars, chain systems and heat exchanger elements operate at 600–1,100°C in an oxidising atmosphere. These components must resist creep deformation, oxidation and thermal fatigue from continuous kiln rotation and periodic shutdowns. HK40 and HP40 heat-resistant alloys provide the combination of creep strength and oxidation resistance that standard steels cannot maintain at these temperatures.
Material Handling & Transport
Throughout the cement plant, raw materials, clinker and finished cement are transported through chutes, conveyors, elevators and pneumatic systems. Each transfer point creates concentrated wear from material impact and sliding abrasion. Fan impellers in process gas systems face erosive wear from dust-laden gas. Material selection must match the specific wear mechanism — impact, sliding abrasion or erosion — at each position for cost-effective service life.
Cement Plant Parts & Custom Castings
ATF manufactures the complete range of cement plant wear components — from high-volume standard items like mill liners to one-off custom castings reverse-engineered from worn samples. Every component receives application-specific material selection and full quality documentation.
Cement Mill Liners
Shell liners, head liners and diaphragm plates for ball mills in finish cement grinding circuits. High-chrome white iron (26–28% Cr, 60–64 HRC) provides maximum abrasion resistance against grinding media impact, while Ni-Hard Type IV offers better toughness for mills with larger ball charges. Liner profiles are designed to optimise ball trajectory, charge motion and grinding efficiency for target cement fineness.
Raw Mill Liners
Wear liners for raw meal grinding mills — both ball mills and vertical roller mills. Material selection matches the specific abrasion characteristics of raw feed (limestone, clay, iron ore, silica sand) and the mill type. VRM table segments and roller tyres require different alloys to ball mill shell liners, with grinding pressure, feed moisture and operating temperature all influencing optimal material choice.
.Df70fKqF_2gfOYX.webp)
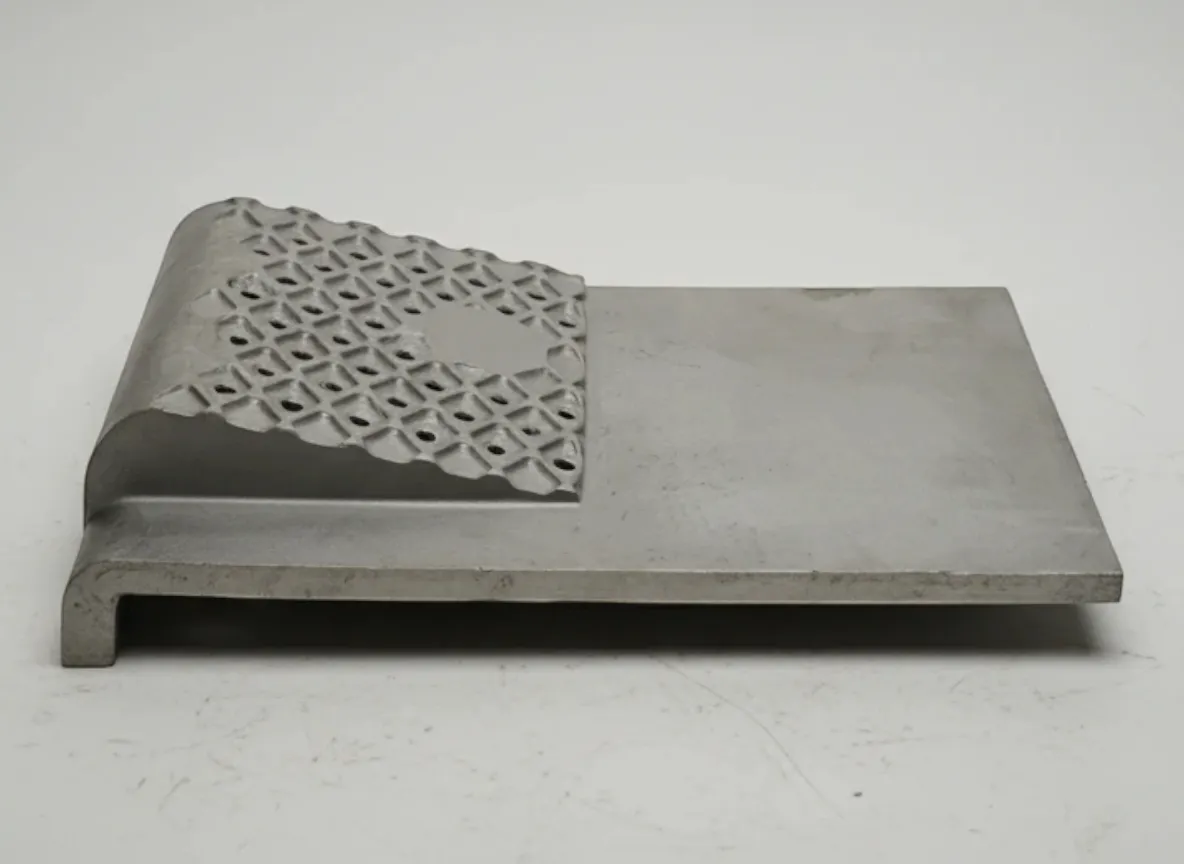
Separator Components
Rotor blades, guide vanes, housing liners and reject cone liners for high-efficiency separators (classifiers) in both raw and cement grinding circuits. Separator performance directly controls product fineness — typically 3,000–4,500 cm²/g Blaine for cement. Blade profiles and clearances must be maintained to tight tolerances to ensure sharp particle classification and prevent fines bypass or coarse contamination.

Kiln Internal Castings
Lifter bars, chain system components, heat exchanger internals, kiln dam rings and kiln hood castings operating at temperatures up to 1,100°C inside the rotary kiln. HK40 and HP40 heat-resistant alloys provide the oxidation resistance and creep strength needed for continuous service in the kiln's oxidising atmosphere at elevated temperature.
Conveyor & Material Handling
Chute liners, transfer point wear plates, skirting systems, fan impellers and bucket elevator liners throughout the cement plant. Material handling components face a range of wear mechanisms from sliding abrasion (chutes) to impact (transfer points) to erosion (fan impellers). AR400/AR500 plate, manganese steel, high-chrome cast liners and ceramic tile systems are selected to match the specific wear mechanism at each position.

Custom Castings
Application-specific parts manufactured to customer specifications or reverse-engineered from worn samples when OEM drawings are unavailable. ATF provides complete engineering support — 3D laser scanning, CMM measurement, spectrographic analysis, pattern development and first-article inspection — for one-off emergency replacements or establishing patterns and tooling for ongoing scheduled supply of any cement plant casting.
Material Selection by Application
Cement plant components span a wide range of wear mechanisms and operating conditions. Material selection is application-specific — the alloy that maximises mill liner life is entirely different from the material needed for a kiln lifter bar or a chute liner. ATF engineering matches the right material to each application.
High-Chrome White Iron (26–28% Cr)
ASTM A532 Class III Type A (26–28% Cr, 2.5–3.5% C)
Cement mill shell liners, diaphragm plates, separator blades and any position where abrasive wear from grinding media or classified particles is the dominant wear mechanism
18–36 months (mill liner application)
Limitation: Limited impact toughness — unsuitable for positions receiving direct heavy ball impact (first compartment head liners) or large lump impact at transfer points
Ni-Hard Type IV
ASTM A532 Class I Type D (9% Cr, 5% Ni, 3.5% C)
Mill liners in first compartment (large ball charge), grate plates, and positions requiring both abrasion resistance and moderate impact toughness that high-chrome WI cannot provide
12–24 months (ball mill first compartment)
Limitation: Lower abrasion resistance than 26–28% Cr white iron — wear rate 20–30% higher in purely abrasive conditions. Use high-chrome where impact allows
Manganese Steel (Mn14–Mn18)
ASTM A128 Grades B-1 through B-4 (12–18% Mn)
Impact areas at transfer points, crusher feed chutes, heavy-duty material handling positions where repeated impact loading work-hardens the surface to 450+ HB while the tough core absorbs energy
12–24 months (impact positions)
Limitation: Low initial hardness means high early wear in purely sliding abrasion without impact — not suitable for mill liners or separator components
HK40 / HP40 Heat-Resistant Alloys
ASTM A297 Grade HK40 (25Cr-20Ni), HP40 (25Cr-35Ni)
Kiln internal castings, heat exchanger elements, kiln hood components and any position operating above 600°C where oxidation resistance and creep strength are primary requirements
24–48 months (kiln internals)
Limitation: Low hardness provides minimal abrasion resistance — not suitable for grinding or material handling wear applications at ambient temperature
Ceramic Metal Composite (MMC)
Al₂O₃ / ZTA / SiC inserts in cast or fabricated steel matrix
Extreme abrasion positions where premium metallic alloys do not achieve adequate life — diaphragm plates, high-velocity chute liners, separator guide vanes, fan impeller leading edges
3–5x metallic alloy life (position-specific)
Limitation: Ceramic inserts are brittle under direct impact — MMC components must be positioned where sliding or erosive abrasion dominates, not heavy impact loading
Application-Based Material Selection
Grinding (mill liners, diaphragms)? → High-chrome white iron 26–28% Cr for maximum abrasion resistance; Ni-Hard IV where impact toughness is also needed
Classification (separator parts)? → High-chrome white iron for blades; manganese steel for reject cone liners receiving impact
High temperature (kiln internals)? → HK40 (up to 1,000°C) or HP40 (up to 1,100°C) heat-resistant alloys
Impact (transfer points)? → Manganese steel Mn14–Mn18 for heavy impact; AR400/500 for moderate sliding abrasion
Extreme wear (ceramic composite)? → Al₂O₃/ZTA/SiC inserts for positions where metallic alloys cannot achieve adequate life
Contact ATF with your specific application, wear mechanism and current material performance for an engineered material recommendation.
Compatible Equipment Brands & Models
ATF manufactures replacement parts for grinding mills, separators, kilns and material handling equipment from all major cement industry suppliers. Parts are manufactured to OEM specifications or custom-designed for upgraded performance.
FLSmidth
OK Mill, ATOX Mill, UMS Ball Mills, SEPAX Separators, Cross-Bar Cooler Kilns
Complete range of grinding, classification and kiln internal components
Loesche
LM Series VRMs, LSKS Separators, Classifier Blades, Louvre Rings
Grinding table segments, roller tyres and all separator components
Gebr. Pfeiffer
MPS Mills, MVR Mills, SLS Separators, Rotor Blades
VRM wear parts and separator components for raw and cement grinding
thyssenkrupp (Polysius)
Quadropol Mills, Ball Mill Internals, SEPOL Separators, Kiln Parts
Full plant coverage including grinding, separation and kiln systems
KHD Humboldt Wedag
COMFLEX Mill, Roller Press Components, SEPMASTER Separators
Including roller press studs, side plates and separator internals
Others
CBMI/Sinoma, Fives/FCB, UBE, Claudius Peters, Chinese-manufactured equipment
Contact ATF with equipment model and part references for compatibility confirmation
Don't see your equipment? ATF manufactures replacement components from OEM or customer-supplied drawings, or reverse-engineers parts from worn samples. Send your equipment model, part references and application details for compatibility confirmation.
Verify CompatibilityNeed Specialized Cement Plant Parts?
Send your specifications, drawings or worn samples for engineering review and quotation. ATF provides complete reverse engineering, pattern development and manufacturing for any cement plant casting.
Custom Engineering & Manufacturing Services
ATF provides complete engineering support for cement plant components — from reverse engineering worn parts to developing new designs for improved performance. Our capabilities ensure that every part fits correctly and performs to specification.
Every Shift
- Monitor mill motor power draw — changes indicate liner wear affecting charge motion and grinding efficiency
- Check separator product fineness — drift indicates blade wear, clearance changes or rotor speed issues
- Monitor material handling chute flow — blockages or reduced throughput indicate liner wear or buildup
- Check conveyor and elevator for unusual noise, vibration or spillage indicating liner or bucket wear
Monthly
- Measure mill liner thickness at representative positions using ultrasonic gauges through shell inspection ports
- Inspect separator rotor blades and guide vanes for wear — check profiles and clearances against specification
- Check material handling chute and transfer point liners — replace worn sections before substrate exposure
- Monitor fan impeller leading edge condition — erosion from dust-laden gas reduces fan efficiency
Quarterly
- Map mill liner wear profile across the full mill length — identify compartments requiring priority replacement
- Inspect diaphragm plate slot condition — worn slots alter classification, affecting product fineness and mill throughput
- Review kiln internal casting condition during inspection opportunities — check lifter bars and chain components
- Assess ceramic liner condition at extreme-wear positions — plan replacement orders for next shutdown
Annual Shutdown
- Complete mill reline — replace shell liners, head liners and diaphragm plates in worn compartments
- Replace separator rotor blades and guide vanes — install as matched sets for uniform classification
- Inspect and replace kiln internal castings — lifter bars, chains, dam rings and hood components
- Replace all worn material handling liners — chutes, transfer points, fan impellers, elevator buckets
- Verify all replacement parts dimensionally before installation — confirm fit to mounting surfaces
- Document wear measurements and calculate wear rates — optimise material selection and replacement intervals
Cement Plant Component Reference
| Application | Primary Material | Typical Life | Max Weight |
|---|---|---|---|
| Cement Mill Liners | High-Cr WI (60–64 HRC) | 18–36 months | 3,000 kg |
| Separator Blades | High-Cr WI (60–64 HRC) | 12–24 months | 150 kg |
| Kiln Internals | HK40 / HP40 | 24–48 months | 500 kg |
| Chute Liners | AR400/Mn Steel/Ceramic | 6–24 months | 200 kg |
| Fan Impellers | Hard-faced / Ceramic tile | 12–36 months | 2,000 kg |
Values are indicative — actual service life depends on material feed characteristics, operating parameters and maintenance practices. Contact ATF with your specific application for refined estimates.
Common Cement Plant Component Problems & Solutions
Component wear across cement plant process stages affects grinding efficiency, product quality, energy consumption and material handling reliability. Early identification of wear patterns enables planned replacement and material optimisation.
Declining Mill Throughput or Rising Specific Energy
Probable Causes
- Shell liner wear changing the internal mill profile — reducing ball lifting height and impact energy
- Diaphragm plate slot wear altering material flow between compartments — poor classification within the mill
- Worn head liners creating dead zones where grinding media and material stagnate
- Liner bolt failures allowing liners to shift — disrupting the designed charge motion profile
Corrective Actions
- Map liner thickness profile and compare to original design — identify compartments with excessive wear
- Inspect diaphragm plate slots — replace plates with enlarged or damaged slot openings
- Check liner bolt torque and condition — replace any failed bolts and re-secure shifted liners
- Plan reline of worn compartments — prioritise compartments where wear exceeds 50% of original thickness
Separator Product Fineness Drift
Probable Causes
- Rotor blade wear reducing tip speed at constant RPM — coarser separation cut point
- Guide vane wear changing the air flow pattern around the rotor — inconsistent classification
- Rotor-to-housing clearance increase from blade wear — fines bypass without proper classification
- Housing liner wear creating recirculation zones that return coarse particles to the product stream
Corrective Actions
- Measure rotor blade profile and compare to new blade dimensions — replace if worn beyond tolerance
- Check guide vane condition and alignment — replace worn vanes as complete matched sets
- Measure rotor-to-housing clearance — if beyond specification, install new blades or shim the rotor
- Inspect housing liners — replace worn sections, especially in the reject cone and rotor chamber
Premature Chute Liner Failure at Transfer Points
Probable Causes
- Incorrect material selection for the actual wear mechanism — e.g. AR plate in a sliding abrasion zone where ceramic would be appropriate
- Impact angle too steep — material striking liner at near-perpendicular angle generates maximum impact damage
- Material velocity exceeding design parameters — increased throughput or changed belt speed
- Moisture or chemistry changes in transferred material altering abrasion characteristics
Corrective Actions
- Analyse the actual wear mechanism at the failed position — impact, sliding abrasion, or erosion each requires different material
- Consider geometry changes — dead boxes, rock boxes, or reduced-angle chute designs to manage impact energy
- Upgrade to ceramic tile systems for positions where metallic liners consistently fail to achieve adequate life
- For high-impact positions, use manganese steel or bimetallic construction rather than brittle high-hardness materials
Kiln Internal Casting Failure
Probable Causes
- Thermal fatigue from kiln startup/shutdown cycling — especially frequent in kilns with operational interruptions
- Incorrect alloy for the temperature zone — using HK40 where HP40 is required (above 1,000°C)
- Reducing atmosphere pockets from incomplete combustion attacking the chromium oxide protective scale
- Mechanical damage from coating falls — large chunks of kiln coating breaking away and impacting internal castings
Corrective Actions
- Review the temperature profile at the failed position — upgrade to HP40 or HP40Nb if operating above 1,000°C
- Minimise kiln trips and emergency shutdowns — controlled thermal cycling extends casting life dramatically
- For reducing atmosphere issues, consider HW grade (Ni-Cr-Fe) for affected positions
- Install kiln shell monitoring to detect coating instability — address coating management to reduce fallout damage
Fan Impeller Erosion
Probable Causes
- Dust-laden gas exceeding design dust loading — process upset or filter system underperformance
- Gas velocity too high — oversized fan or operating at higher speed than design
- Abrasive raw material fines concentrated at specific blade positions due to volute geometry
- Condensation of alkali chlorides or sulfates creating corrosive-erosive attack at gas dew point temperatures
Corrective Actions
- Install ceramic tile inserts or weld-on hard-facing on leading edges where erosion is concentrated
- Review dust collection system performance upstream of the fan — reduce gas dust loading
- Consider sacrificial wear plates on impeller blades — replaceable inserts at known erosion points
- If corrosion-erosion is present, upgrade to stainless steel or nickel alloy impeller construction
Frequently Asked Questions
Answers to common questions about cement plant mill liners, separator components, custom castings, reverse engineering and ordering. Can't find what you're looking for?
Contact Our TeamCan you manufacture parts from samples without drawings?
What is your capability for large mill liner segments?
Can you provide ceramic-reinforced components for extreme wear positions?
How do you ensure parts compatibility with existing equipment?
What is the lead time for cement mill liner sets?
Do you manufacture separator rotor blades and guide vanes?
What certifications and documentation do you provide?
Can ATF supply wear-resistant fan impellers?
Complete Cement Plant Support
From standard mill liners to complex custom castings — engineered solutions for every cement plant application. ATF provides material selection, reverse engineering and full certification for predictable component performance.
Contact ATF EngineeringSolicite una Cotización Gratuita Hoy
Nuestro equipo de ingeniería responde en 24 horas con especificaciones detalladas, recomendaciones de materiales y precios competitivos.