

Vertikal-Rollenmühle-Teile
VRM-Mahlteller | ATF
Mahltellersegmente für VRM in Hochchromguss und Ni-Hard. Profil und Werkstoff nach Abrasionsindex und Durchsatz.
What Grinding Tables Do and Why Segment Material Matters
The grinding table is the stationary wear surface in a vertical roller mill. Raw material is fed onto the rotating table and distributed outward by centrifugal force into the grinding zone beneath the rollers. The table surface absorbs the full compressive force of the hydraulic loading system — typically two to four rollers pressing simultaneously. The table wears into a groove pattern that mirrors the roller contact path, and this progressive profile change affects bed stability, grinding pressure distribution and product fineness control.
Most VRM grinding tables use segmented designs — six to twelve individual segments (also called table liners or wear segments) bolted to the table body. This segmented approach allows individual worn segments to be replaced without removing the entire table structure, reducing shutdown duration. Material selection for table segments follows the same principles as for rollers — high-chrome white iron, Ni-Hard and hardfaced overlay — because the table and roller surfaces are in matched contact and must wear at compatible rates to maintain the designed grinding geometry.
Grinding table segments are also referred to as table liners, table wear segments, grinding table sectors, table segment castings, and grinding ring segments.
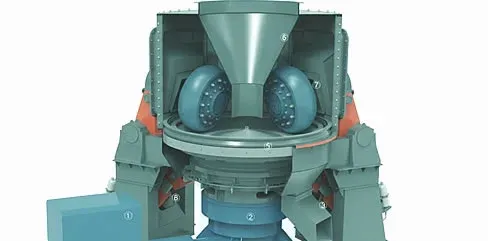
Segmented grinding table for a vertical roller mill
Individual segments can be replaced during planned shutdowns without removing the complete table assembly
Grinding Table Segment Material Comparison
Table segment material selection follows the same alloy logic as grinding rollers. In fact, roller and table materials should be selected as a pair — mismatched hardness between roller and table causes the softer surface to wear preferentially, creating an uneven grinding contact that increases vibration and reduces efficiency.
| Werkstoff | Härte | Abriebfestigkeit | Thermische Stabilität | Beste Anwendung |
|---|---|---|---|---|
| High-Chrome White Iron (Cr15 / Cr20 / Cr26) | 58–64 HRC | Excellent | Good | Standard for most VRM raw meal applications. Grade matched to feed AI and roller alloy. |
| Ni-Hard 4 | 54–58 HRC | Very Good | Good | Coal mills, hot gas applications, moderate-AI feeds. Matched to Ni-Hard rollers. |
| CCO Hardfacing (overlay on existing segment) | 58–65 HRC (surface layer) | Excellent | Very Good | Table segment rebuild or overlay on new base casting. Extends segment life between full replacements. |
| Bimetallic Composite (chrome iron working layer on ductile iron backing) | 58–64 HRC (working face) | Excellent | Good | Some OEMs specify bimetallic segments with a tough backing and hard wear face. Available on request. |
High-Chrome White Iron
High-Chrome White Iron (Cr15 / Cr20 / Cr26)
Ni-Hard 4
Ni-Hard 4
CCO Hardfacing
CCO Hardfacing (overlay on existing segment)
Bimetallic Composite
Bimetallic Composite (chrome iron working layer on ductile iron backing)
CRITICAL: Table segment material should match the roller material grade for balanced wear. If the table is significantly harder than the rollers, the rollers will wear preferentially and need more frequent replacement. If the table is softer, the grinding track deepens faster than the roller profile changes, creating a mismatch.
How Grinding Table Segments Wear
Table segments wear in a characteristic pattern driven by the roller contact path. The grinding track — the area directly under the roller — wears deepest. The inner and outer edges of the table receive less grinding pressure and wear more slowly. Over time, this creates a groove or channel in the table surface. As the groove deepens, the material bed becomes thinner in the contact zone and thicker at the edges, reducing grinding efficiency and increasing the risk of vibration from direct metal-to-metal contact between roller and table.
Factors That Affect Table Segment Wear Rate
Raw Material Abrasion Index
Same as for rollers — the primary driver of wear rate and material selection.
Roller-to-Table Material Match
If the roller is harder than the table, the table wears preferentially. The reverse causes accelerated roller wear. Match the alloy grades.
Dam Ring Height and Bed Depth
Proper dam ring height maintains a consistent material bed that cushions the roller-to-table contact. Too thin a bed exposes the table surface to direct roller pressure.
Feed Distribution
Uneven feed distribution across the table creates localised overloading and uneven segment wear. The feed system and plough design affect this.
Grinding Table Segment Selection Guide
1 Step 1 — Match Roller Material Grade
| Abrasivität des Aufgabeguts | Abrasionsindex | Empfohlener Werkstoff |
|---|---|---|
| High-Chrome Cr15/Cr20 rollers | Match | High-Chrome Cr15/Cr20 (same grade) |
| High-Chrome Cr26 rollers | Match | High-Chrome Cr26 |
| High-Chrome Cr28 rollers | Match | High-Chrome Cr26 or Cr28 |
| Ni-Hard 4 rollers | Match | Ni-Hard 4 |
| CCO Hardfaced rollers | Match | High-Chrome or CCO overlay (matched hardness) |
2 Step 2 — Confirm Segment Configuration
| Bedingung | Anpassung |
|---|---|
| Number of segments | Confirm segment count and angular span from OEM drawing or existing segments |
| Bolt pattern | Verify bolt hole positions and sizes for secure mounting |
| Profile geometry | Match the grinding track profile to the roller contact path |
| Dam ring interface | Confirm segment outer edge matches dam ring mounting position |
In most VRM installations, the table segment material should match the roller material to ensure balanced wear. If your rollers are high-chrome Cr26, specify Cr26 table segments. VRM tables use different segment counts depending on the mill model and size. Confirm the number of segments, their angular span, bolt pattern and profile with the OEM drawing or from measurements of the existing segments.
Need Table Segments for Your VRM?
Send your mill model, segment drawing or current wear measurements. ATF matches the alloy to your roller material and confirms dimensional fit.
Lead Times for VRM Grinding Table Segments
| Bauteiltyp | Typische Lieferzeit | Hinweise |
|---|---|---|
| New Segments (high-chrome) | 10–14 weeks | Includes pattern, casting, heat treatment, machining |
| New Segments (existing pattern) | 8–12 weeks | Shorter when pattern held from previous order |
| CCO Overlay on New Base | 8–10 weeks | Base casting + overlay |
| Segment Rebuild (hardfacing) | 4–6 weeks | Customer supplies worn segments |
Lead times depend on segment size, quantity and current production schedule. Complete table segment sets ordered with rollers can be coordinated for simultaneous delivery.
Planning a Mill Shutdown?
Order table segments together with rollers for dimensional compatibility. Combined orders ensure matched wear profiles and can reduce total lead time.
Grinding Table Segment Materials in Detail
High-Chrome White Iron for Table Segments
High-chrome white iron is the standard material for VRM table segments in raw meal applications. The same Cr15, Cr20 and Cr26 grades used for rollers are available for table segments. Segment selection should match the roller grade to ensure balanced wear between the two surfaces.
For a detailed comparison of high-chrome, Ni-Hard and CCO metallurgy, see the Grinding Rollers material guide. Table-specific considerations include the segmented design (which allows individual replacement), bolt hole reinforcement, and the grinding track profile geometry.
Ni-Hard 4 for High-Temperature Applications
Ni-Hard 4 table segments are used in coal mills and other high-temperature applications where thermal cycling demands better fracture toughness than high-chrome grades provide. When Ni-Hard rollers are specified, Ni-Hard table segments should be matched to maintain balanced wear.
CCO Hardfacing and Bimetallic Options
CCO hardfacing can be applied to worn table segments to restore the grinding surface profile. Some operators also specify CCO overlay on new base castings for applications where the overlay alloy provides better wear resistance than a solid high-chrome casting.
Bimetallic composite segments combine a tough ductile iron backing with a high-chrome wear face. This design offers improved resistance to thermal cracking compared to monolithic high-chrome segments, though availability is limited to specific OEM designs.
VRM Grinding Table Gallery
High-chrome, Ni-Hard and CCO hardfaced table segments manufactured to OEM specifications for all major VRM brands.
Request Table Segment Quote
Send your mill model, segment drawing or physical measurements. ATF confirms dimensional fit and recommends materials matched to your roller alloy.
Get Table Segment QuoteVRM Grinding Table Maintenance and Replacement
When to Replace Table Segments
Table segment replacement timing is driven by the grinding track depth and the relationship between table and roller wear profiles. The plant should monitor:
Grinding Track Depth
Measure the depth of the wear groove at multiple points around the table during each shutdown. Compare against OEM maximum allowable wear specification.
Segment Edge Condition
Check the inner and outer edges for cracking, particularly at bolt holes. Thermal and mechanical stress can initiate cracks that propagate during operation.
Roller-to-Table Gap
As the table groove deepens, the effective gap between roller and table changes. This affects bed depth, grinding pressure and product fineness.
Bolt Hole Condition
Inspect bolt holes for elongation or cracking. Loose segments can shift during operation, causing uneven wear and potential damage.
Segment Replacement Strategy
| Factor | Rebuild | Replace |
|---|---|---|
| Wear pattern | Uniform wear across all segments | Uneven wear (some segments significantly worse) |
| Replacement scope | Replace full set for even profile | Partial replacement if only 1-2 segments damaged |
| Roller condition | Coordinate with roller replacement | Can replace segments independently |
| Campaign target | Match table life to roller rebuild/replace cycle | Interim replacement for damaged segments |
| Material matching | New segments must match existing/roller grade | Mixing grades causes uneven wear |
Segment Handling and Installation
Store spare segments on wooden pallets in a dry, covered area. Verify bolt torque after mill restart — thermal expansion during operation can loosen fasteners. After initial operation, re-torque all segment bolts per OEM specification.
Best Practices
- Measure grinding track depth at every shutdown
- Replace table segments when groove exceeds OEM tolerance
- Match table segment material to roller material
- Replace segments in complete sets for even profile
- Verify bolt torque after mill restart (thermal expansion)
Avoid
- Mixing worn and new segments on the same table
- Using a harder table alloy than the roller alloy
- Operating with missing or cracked segments
- Ignoring dam ring condition when replacing segments
- Skipping dimensional check of new segments against table body
Grinding Table Segment Compatibility by VRM Manufacturer
ATF manufactures table segments for all major VRM brands. Send your mill model and segment drawing for dimensional confirmation.
Loesche
| Mill Model | Segments | Typical Material | Notes |
|---|---|---|---|
| LM 28.4 | 6–8 | High-Chrome Cr20/Cr26 | Matched to roller grade |
| LM 35.4 | 8–10 | High-Chrome Cr20/Cr26 | |
| LM 46.4 | 10–12 | High-Chrome Cr26 | |
| LM 56.3+3 | 12 | High-Chrome Cr26 | |
| LM 69.6 | 12–16 | High-Chrome Cr26/Cr28 |
FLSmidth (ATOX)
| Mill Model | Segments | Typical Material |
|---|---|---|
| ATOX 32.5 | 6–8 | High-Chrome Cr20/Cr26 |
| ATOX 42.5 | 8–10 | High-Chrome Cr26 |
| ATOX 52.5 | 10–12 | High-Chrome Cr26 |
Gebr. Pfeiffer (MPS)
| Mill Model | Segments | Typical Material |
|---|---|---|
| MPS 3070 | 6–8 | High-Chrome Cr20/Cr26 |
| MPS 4000 | 8–10 | High-Chrome Cr26 |
| MPS 5600 | 10–12 | High-Chrome Cr26 |
Segment counts are typical and vary by specific mill configuration. Confirm segment count, angular span and profile from OEM drawing or existing segments.
Ordering Specifications for VRM Table Segments
Table segments are mill-model-specific — even within the same OEM range, segment dimensions change with mill size. To confirm fit, ATF requires one of the following:
OEM Drawing Number
The OEM drawing or part number is the primary reference. Table segments are mill-model-specific.
Mill Model and Size
The mill manufacturer, model and table diameter confirm the segment geometry, count and bolt pattern.
Segment Count and Angular Span
Specify how many segments make up the complete table ring and the angular span of each segment (e.g., 12 segments at 30° each).
Current Segment Measurements
If drawings are unavailable, field measurements of existing segments (inner/outer radius, thickness, bolt spacing, grinding track width) allow ATF to manufacture to fit.
Ready to Order Table Segments?
Send your mill model, segment drawing or physical measurements. ATF confirms dimensional fit and matches material to your roller alloy.
Frequently Asked Questions — VRM Grinding Tables
Find answers to common questions about VRM grinding table segments, materials, selection, and ordering. Can't find what you're looking for?
Contact Our TeamWhy should table segments match the roller material?
How many segments make up a VRM grinding table?
Can individual table segments be replaced, or must the full set be changed?
What causes uneven table segment wear?
Can table segments be rebuilt with hardfacing?
How do I measure table segment wear?
Grinding Table Segment Material Options
| Material | Type | Hardness | Quote |
|---|---|---|---|
| High-Chrome Cr15 | Solid Segment | 58–61 HRC | Get Quote |
| High-Chrome Cr20 | Solid Segment | 60–63 HRC | Get Quote |
| High-Chrome Cr26 | Solid Segment | 62–64 HRC | Get Quote |
| Ni-Hard 4 | Solid Segment | 54–58 HRC | Get Quote |
| CCO Overlay | Rebuild/Overlay | 58–65 HRC | Get Quote |
| Bimetallic Composite | Composite | 58–64 HRC | Get Quote |
Get a Quote for VRM Table Segments
High-chrome, Ni-Hard or CCO overlay segments matched to your roller material. Send your mill model and requirements.
Request QuoteFordern Sie Noch Heute ein Kostenloses Angebot An
Unser Ingenieurteam antwortet innerhalb von 24 Stunden mit detaillierten Spezifikationen, Materialempfehlungen und wettbewerbsfähigen Preisen.