

Technische Eckdaten
- Steel Grades
- Cr-Mo (ASTM A532), Bimetallic Composite
- Hardness Range
- 350–500 BHN (Cr-Mo), 600+ BHN face (bimetallic)
- Lifter Height
- 200–350 mm
- Face Angle
- 10–20° from radial (SAG-specific)
- Piece Weight
- 300–3,000 kg
- Mill Diameter Range
- 6 m – 12 m (20 ft – 40 ft)
- Row Count
- 24–48 rows (diameter-dependent)
- Campaign Life
- 4–12 months
SAG Mill Lifter Bars: Controlling Heavy Charge Trajectory
SAG mill lifter bars face the most demanding charge-lifting duty in mineral processing: raising a mixed charge of run-of-mine ore chunks up to 300 mm, forged steel grinding balls of 100–150 mm diameter, and abrasive slurry to create the cascading and cataracting motion essential for efficient semi-autogenous grinding. Lifter bar profile—defined by height (200–350 mm), face angle (10–20 degrees from radial), and circumferential spacing—directly determines whether the charge achieves effective high-energy impact breakage at the toe or degrades into inefficient low-energy tumbling. ATF manufactures SAG mill lifter bars from ASTM A532 chrome-moly steel at 350–500 BHN and bimetallic composite castings with a 600+ BHN hard wear face bonded to a tough 350 BHN core, providing flexibility to match material selection to the specific balance of abrasion and impact severity in each application.
SAG mill lifters require significantly taller profiles than ball mill lifters—typically 200 to 350 mm versus 75 to 150 mm—to engage and lift the much heavier mixed charge. The higher hardness range of 350–500 BHN resists the severe sliding abrasion caused by large ore pieces dragging across the lifter face during each mill revolution, while maintaining sufficient fracture toughness to survive repeated high-energy impacts from balls and large ore. Face angles are optimised for aggressive charge lifting while the back (release) angle is designed to minimise direct impact on lifter tops as the charge falls. ATF engineers lifter profiles for each specific mill geometry—including diameter, length, and head configuration—charge composition (ore-to-ball ratio, total charge volume), rotational speed (68–76% of critical), and grinding circuit objectives. Row counts typically range from 24 to 48 depending on mill diameter, with spacing calculated to balance charge lifting efficiency against the cascading zone between lifters.
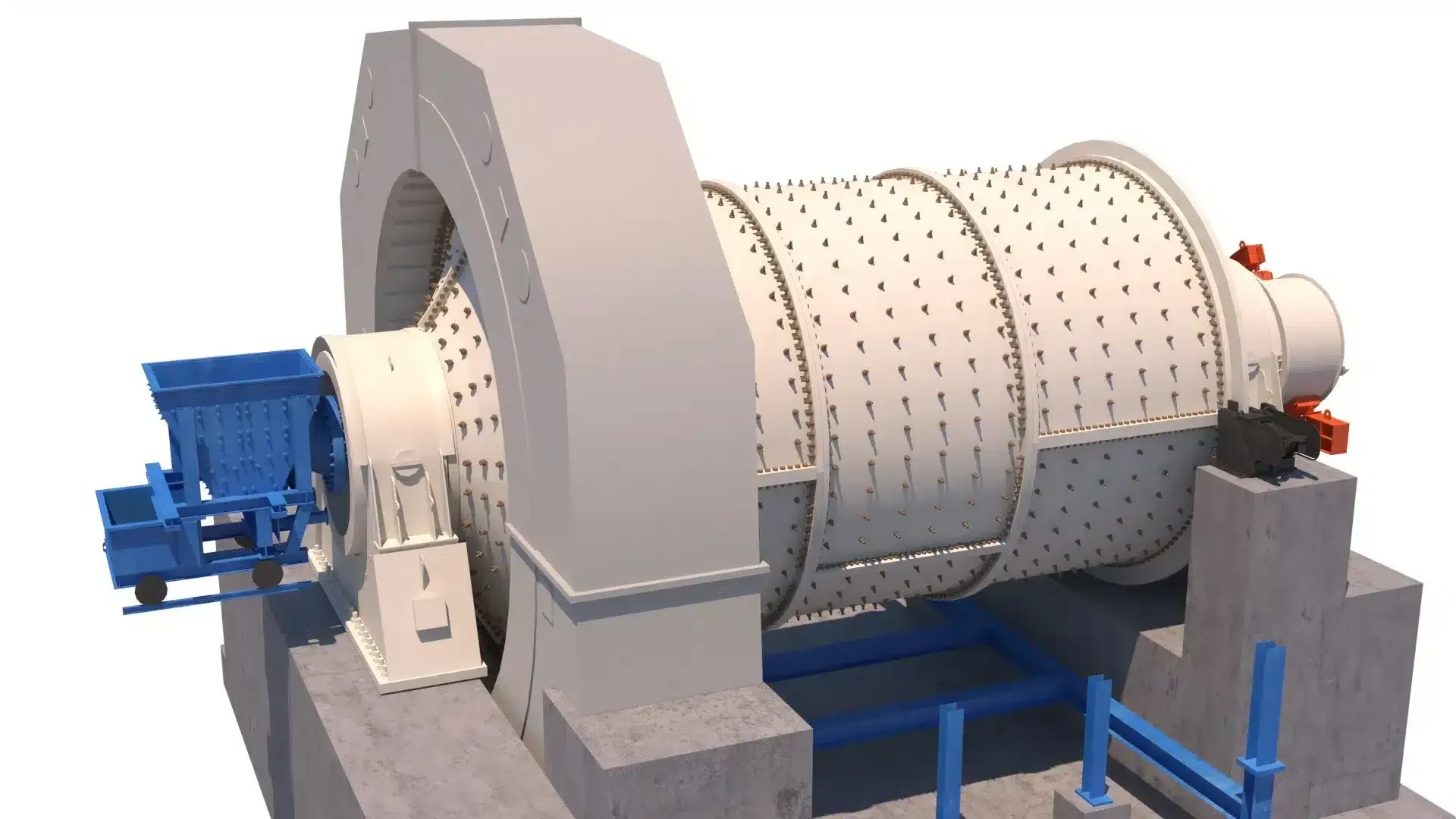
High-profile SAG mill lifter bars for controlled charge trajectory — chrome-moly and bimetallic options
Key Features of ATF SAG Mill Lifter Bars
High-Profile Design
Lifter heights from 200-350mm to effectively lift the heavy SAG mill charge of ore and balls.
Premium Alloy Steel
Chrome-moly steel at 350-500 BHN for maximum wear resistance under severe abrasive conditions.
Optimized Face Angles
Face angles engineered for aggressive charge lifting while protecting lifter tops from direct impact.
Release Angle Design
Back angles (release angles) designed to drop the charge at optimal trajectory for impact breakage.
Integral Shell Plates
Options for integral lifter-and-plate designs for simplified installation or separate lifter bars.
Row Count Optimization
Lifter row count and spacing calculated for your mill diameter and speed to maximize grinding efficiency.
Material Options for SAG Mill Lifter Bars
SAG mill lifter bar material must provide both wear resistance against abrasive ore and toughness to survive impact from heavy charge components.
| Werkstoff | Härte | Anwendung | Hinweise |
|---|---|---|---|
| Chrome-Moly Steel (Standard) | 350-400 BHN | General SAG mill applications | Good balance of wear resistance and toughness |
| Chrome-Moly Steel (High-Hard) | 450-500 BHN | Highly abrasive ores | Maximum wear resistance with acceptable toughness |
| Bimetallic Composite | Face: 600+ BHN, Core: 350 BHN | Extended wear life requirements | Hard wear face with tough core |
| High-Chrome White Iron | 600+ BHN | Not recommended for SAG mill lifters | Too brittle for SAG mill impact loading |
Chrome-Moly Steel (Standard)
Chrome-Moly Steel (High-Hard)
Bimetallic Composite
High-Chrome White Iron
Note: Unlike ball mills where high-chrome white iron lifters may be used, SAG mill lifter bars require chrome-moly steel toughness to survive impact loading.
Need SAG Mill Lifter Bars?
Send your mill specifications for optimized lifter profile recommendations.
OEM Compatibility
ATF manufactures lifter bars for all SAG mill makes and sizes with profiles optimized for your specific application.
Metso Outotec
- All SAG mill sizes
FLSmidth
- All SAG mill sizes
ThyssenKrupp
- All SAG mill sizes
CITIC
- All SAG mill sizes
Custom Mills
- Any SAG mill make
Lifter Bars FAQ
Finden Sie Antworten auf häufige Fragen zu lifter bars Werkstoffen, Auswahl, Wartung und Bestellung. Nicht gefunden, was Sie suchen?
Unser Team kontaktierenWhy are SAG mill lifters taller than ball mill lifters?
How does lifter wear affect SAG mill performance?
What is the optimal lifter row count for my mill?
Can lifters be replaced mid-campaign?
Technischer Inhalt geprüft vom ATF-Ingenieurteam | Metallurgische Spezifikationen verifiziert nach ASTM/ISO-Normen
Get a Quote for SAG Mill Lifter Bars
Provide your mill specifications for optimized lifter profile recommendations.
Contact ATF Engineering