

Especificaciones clave
- Shoe Hardness
- 35-42 HRC (forged alloy steel)
- Wedge Hardness
- 38-45 HRC (forged alloy steel)
- Bolt Grades
- Grade 10.9 (830 MPa) / Grade 12.9 (970 MPa)
- Torque Range
- 120-180 Nm typical (model-specific)
- Surface Treatment
- Zinc plating, phosphate, or plain finish
- OEM Brands
- Metso, Sandvik, Terex, Kleemann, Hazemag, McCloskey
Blow Bar Retention Hardware: Critical Components for Safe Operation
Shoes and wedges are the precision-machined mechanical components that secure blow bars to the rotor body inside HSI impact crushers. During operation, blow bars are subjected to repeated high-energy impacts that generate significant centrifugal and shock forces, often exceeding 50-100 kN depending on rotor diameter and tip speed. Properly designed retention hardware manufactured from forged alloy steel (typically 35-45 HRC) keeps blow bars securely seated in the rotor pockets while still allowing controlled removal during maintenance. Each retention system is engineered for a specific rotor design, with taper angles, pocket depths, and clamping forces calculated to resist the combined centrifugal, impact, and vibrational loads unique to that machine. Using incorrect or non-matching retention hardware creates a serious safety hazard that can result in blow bar ejection at speeds exceeding 30 m/s.
Retention system failure is one of the most dangerous events that can occur during HSI crusher operation. A loose or ejected blow bar can cause catastrophic damage to the crusher housing, impact plates, rotor body, and surrounding equipment, with repair costs frequently exceeding the value of an entire set of wear parts. Worn shoes, wedges, or mounting hardware should be replaced immediately upon detecting any signs of deformation, cracking, or excessive wear. ATF supplies complete retention hardware kits matched to specific rotor designs and blow bar profiles, including Grade 10.9 and 12.9 fasteners per ISO 898-1 with documented torque specifications. All kits include shoes, wedges, bolts, nuts, lock washers, and flat washers as required by the specific retention system design, ensuring operators have every component needed for safe and efficient blow bar service.
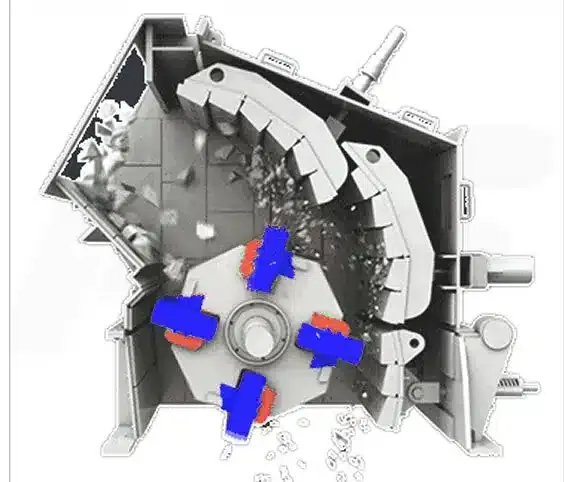
Forged alloy steel shoes and wedges secure blow bars in the rotor — correct fit prevents bar movement and ejection during operation
Key Features of ATF Retention Hardware
Model-Specific Fit
Shoes and wedges machined to exact OEM dimensions for your specific rotor design. Incorrect retention hardware is a safety hazard.
High-Grade Materials
Forged alloy steel with appropriate hardness to resist deformation under repeated shock loading without becoming brittle.
Complete Hardware Kits
Full kits including shoes, wedges, bolts, nuts, and washers. All fasteners supplied in correct grades (10.9 or 12.9) with torque specifications.
Wear-Resistant Coatings
Optional zinc or phosphate coatings for corrosion resistance in outdoor and mobile crushing applications.
Keyed and Keyless Options
Support for both keyed retention systems (traditional) and keyless clamping systems used in newer rotor designs.
Replacement Indicators
Visual inspection guidelines provided to identify worn or damaged retention components before failure.
Hardware Specifications
Retention hardware is manufactured from forged alloy steel with controlled hardness to balance strength and toughness. Fasteners are supplied in high-strength grades appropriate for shock loading conditions.
| Material | Dureza | Aplicación | Notas |
|---|---|---|---|
| Forged Alloy Steel Shoes | 35-42 HRC | Primary retention component that seats against the blow bar and rotor pocket | Hardness balanced to prevent both deformation and brittle fracture |
| Forged Alloy Steel Wedges | 38-45 HRC | Locking component that secures shoe in position and allows removal | Taper angle matched to rotor design |
| Grade 10.9 Bolts | 32-39 HRC | Standard fasteners for most retention systems | Torque: 120-180 Nm typical (verify per model) |
| Grade 12.9 Bolts | 39-44 HRC | High-strength fasteners for heavy-duty applications | Required for large rotors and high-impact duties |
Forged Alloy Steel Shoes
Forged Alloy Steel Wedges
Grade 10.9 Bolts
Grade 12.9 Bolts
Critical: Always use correct fastener grades and torque specifications. Under-torqued or incorrect grade fasteners can lead to blow bar ejection.
Need Retention Hardware for Your HSI?
Send your rotor model and blow bar part numbers for a complete hardware kit quote.
OEM Compatibility
ATF supplies retention hardware for all major HSI rotor designs. Hardware kits are model-specific to ensure correct fit and safe operation.
Metso
- NP1007, NP1110, NP1213, NP1315, NP1415, NP1520
- Lokotrack LT1110, LT1213, LT1315
Sandvik
- CI411, CI511, CI611, CI711, CI821
- QI240, QI340, QI440, QI540
Terex
- Finlay I-100, I-110, I-120, I-130, I-140
- Trakpactor 230, 260, 320, 500
Kleemann
- MR 110, MR 130, MR 150, MR 170
Hazemag
- AP5, AP6, AP7
- APK30, APK40, APK50
McCloskey
- I34, I44, I54
Shoes & Wedges Preguntas frecuentes
Encuentre respuestas a preguntas comunes sobre shoes & wedges materiales, selección, mantenimiento y pedidos. ¿No encuentra lo que busca?
Contactar a nuestro equipoHow often should retention hardware be replaced?
What causes retention hardware failure?
Can I reuse bolts when changing blow bars?
What torque specifications should I use?
Related HSI Impact Crusher Parts
Contenido técnico revisado por el equipo de ingeniería de ATF | Especificaciones metalúrgicas verificadas según normas ASTM/ISO
Order Complete Retention Hardware Kits
Provide your rotor model for a complete kit including shoes, wedges, and all fasteners with torque specifications.
Contact ATF